

摘要:贝加莱工控系统在小袋包装机上的应用。概述了小袋包装机的工作原理及小袋装盒生产线对控制系统的需求;重点描述了基于ACOPOS伺服驱动器和EthernetPowerlink实时以太网的分布式运动控制解决方案的特点和控制系统的架构。
1引言
小袋包装机是垂直包装机的一种,主要完成流动性比较好的颗粒、液体、片剂、粉剂的枕式小袋灌装。通常有容积式、螺杆式、液体泵、数粒式等下料方式。国际上一般称为VFFS(VerticalFormFillSealingMachine),直译为垂直成型封装机。小袋机按通道数可以分为单通道和多通道机型。按生产方式可以分为连续式和间歇式机型。本文以多通道间歇式包装机为例,详细介绍了对其控制系统的要求及解决方案。
2小袋包装机的工作原理
小袋包装机包括一个薄膜放卷机构,一般都采用印刷好并带有色标的薄膜卷。除了采用被广泛应用的塑料薄膜外,还可以通过改变密封方式来采用纸质或纤维质的包装袋。在食品和医药行业应用时,有时还需要在包装前对包装膜进行消毒和干燥处理。
小袋包装机还包括纵封和横封单元。对于多通道包装机,包装膜经过裁切成多道后,分别进入锥形中空管道,在薄膜向下拉膜时,薄膜在锥形管中成为中空形状,多余的薄膜在侧面被加热后的纵封单元夹紧实现密封(如图1所示)。一个可以上下移动的横封单元可以完成密封和拉袋的双重工作。
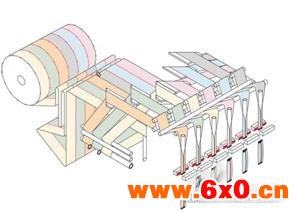
图1小袋包装机的结构
1 小袋装盒生产线对控制系统的需求
小袋机可以单机工作,也可以通过增加理袋机和装盒机连成生产线使用。标准组合为2台小袋机+2台理袋机+1台装盒机(如图2)。理袋机完成的任务是把切断后的小袋接住放在对应的槽位,准备直接推入包装盒实现装盒。理袋机和小袋机由同一套控制系统控制并接收装盒机主轴编码器的信号与装盒机实现同步。

与生产线同步的要求需要小袋机和理袋机能够自动适应装盒机的速度,无论装盒机工作在高速或低速或变速过程,小袋机和理袋机都能自动与生产线速度同步。当小袋机单独工作时,整个系统的主轴为系统内部的一个虚轴,当连接生产线运行时,系统主轴则来自装盒机的主轴编码器。
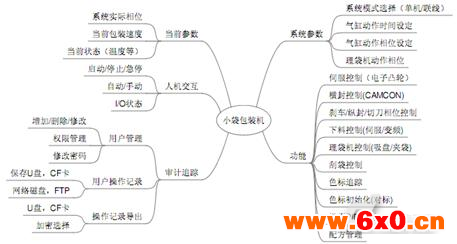
通过分析,给出了系统功能图(如图3所示)。
其硬件配置也非常灵活,最经济的情况下,在小袋机单独工作时,整个系统只需要一个伺服轴控制横封上下移动即可,其它纵封夹紧,横封夹紧,切刀等机构都由气缸控制。
1 针对小袋机的贝加莱分布式运动控制方案的特点
贝加莱ACOPOS系列伺服驱动器被称为“智能驱动器”,每台伺服驱动器都具有强大的控制功能以及众多预置的运动控制功能块,可以自身实现复杂的运动控制。例如电子凸轮功能已经集成在伺服驱动器内。在实际应用中,几乎所有的运动控制程序都在伺服驱动器内部运行,通过高速的EthernetPowerlink实时以太网来进行轴间同步数据。这种分布式的运动控制理念在包装机控制中带来了很多优势。
首先,分布式的运动控制使得故障解决更加快速方便,如果一台伺服出现故障,需要复位,例如卡纸,卡瓶等等。只需要对这一个轴进行故障处理,其它伺服驱动器不需要移动或寻参,故障轴复位寻参后,可以自动运行到和主轴相位对应的位置,直接启动电子凸轮,恢复生产状态,把故障的处理时间降到最低。由于很多包装机都是在线生产,一旦包装机中的某个伺服出现故障需要复位时,停机时间越短对整个生产线的影响就越小,如果停机超过1分钟,很多情况下会影响到整个生产线的工作。
其次,分布式的运动控制可以减少控制的滞后。伺服驱动器除了可以控制自身运动之外,还可以通过I/O输出直接接收外部输入或控制输出,控制逻辑完全在伺服内部执行。再结合电子凸轮,色标纠偏,鼓序列发生器等功能,这就使得整个输入,处理,输出的过程完全不需要借助总线或PLC的处理。使得系统响应更加快速。
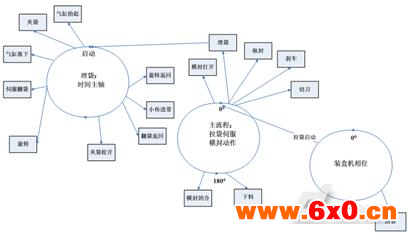
针对小袋机的控制特点,控制上采用主轴信号和相位来同步整个系统中的所有控制动作,每一个动作都被指定了一个相位区间。单机工作时,主轴来自ACOPOS内部的虚轴。连接装盒机以及理袋机工作时,主轴来自装盒机的主轴编码器(也接入拉袋伺服驱动器)。拉袋伺服与主轴通过电子凸轮耦合。在电子凸轮的每个运行周期,拉袋伺服往复运动一次。整个系统的控制流程如图4所示。
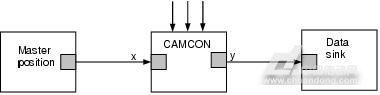
为了提高生产效率,我们对小袋机的运动流程进行分析,小袋机工作的主要流程为横封夹紧→横封下拉→横封松开→横封上移,周期重复。为了提高生产速度,必须把每个工作周期的时间缩短,但是横封夹紧气缸的动作慢,行程长,影响了整个循环的效率。为了解决等待时间过长的问题,就要求横封夹紧汽缸提前夹紧,等到运动到位稳定后,刚好夹紧完成。但是在设备的不同速度下,这个提前的时间是不同的。为了解决这一问题,我们利用了贝加莱ACOPOS伺服提供的鼓序列发生器功能块(CAMCON)。
维基百科对控制领域的鼓序列发生器的定义是“一个可编程的用于重复按照顺序产生开关信号的机电装置,这些信号用于在工业项目中实现自动制造流程”。鼓序列发生器有一个由电机驱动的旋转的圆筒,在圆筒上分布着开关信号的触点,通过这些触点来控制输出的开闭。贝加莱的鼓序列发生器功能在原理上与传统的鼓序列发生器类似,都是用于产生顺序的开关信号来驱动输出,而且贝加莱的鼓序列发生器功能还能对输出的死区时间进行补偿。正是这一补偿功能,解决了气缸延时过长的问题。
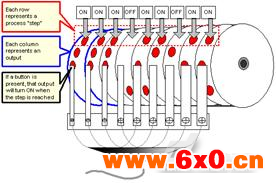
在小袋机控制中,由鼓序列发生器CAMCON功能块来控制横封的夹紧和松开。气缸动作输出由功能块内部根据速度和当前运动的电子凸轮曲线自动补偿。CAMCON功能块的主轴输入为系统的主轴,直接通过伺服的输出控制横封气缸。在系统运行速度不同时,会根据实际运行速度和电子凸轮曲线结合,自动计算出合适的输出时间,使得伺服运动到位时气缸同时夹紧到位。
为了保证包装图案的布局与设计一致,在包装膜上印有色标用于检测偏差并修正。在贝加莱伺服驱动器中的LATCH功能就专门用于色标纠偏功能。通过色标传感器检测色标并接入伺服驱动器的高速输入端口,贝加莱ACOPOS驱动器的高速输入可以微秒级的响应速度对高速输入进行捕捉,同时记录下信号触发时刻(上升沿或下降沿)伺服的实际位置或其他指定的数值。随后LATCH功能块将捕捉到的位置和期望的位置进行比较,自动算出偏差,这就是纠偏量。
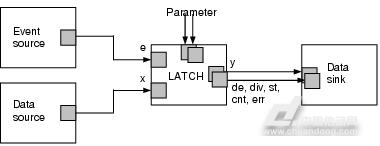
图7色标纠偏功能
纠偏动作的执行由另一个虚轴来实现。贝加莱每个ACOPOS驱动器内部最多支持9个虚轴,包括1个标准虚轴以及8个独立位置发生器(MPGEN)或叫“简化版”虚轴。“简化版”虚轴与标准的虚轴区别在于没有电子凸轮功能,但是可以用来产生位置耦合曲线,最适合用于生成纠偏曲线,保证纠偏动作平滑无扰的进行。
虚轴生成的纠偏曲线需要叠加到当前伺服的运动曲线中才能影响到电机的运行,这在贝加莱系统中通过设定电子凸轮的从轴附加轴(AUT_SL_ADD_AXIS)来实现。贝加莱的ACOPOS伺服的开放性赋予了开发者更大的自由,可以使用任何整型变量作为附加轴叠加到运动曲线上,这使得运动曲线的叠加简化为加法运算,如果有需要,可以把多个虚轴叠加到同一条运动曲线之上。例如在控制中可以一个虚轴用于自动纠偏,另外一个虚轴用于手动纠偏,叠加在一起影响运动曲线。
结束语
随着包装行业工艺要求的不断提高,市场对于高端包装机械的需求也越来越大。这对包装机控制技术特别是运动控制技术提出了更高的要求。本文通过分析小袋机的运动控制技术以及贝加莱运动控制解决方案的特点,提出了对于多数包装机械都适用的控制策略和方案,可以很好地满足目前包装机在高速生产和柔性制造方面的控制需求。








 QQ交流群
QQ交流群

