

产品价格 面议
最小起订量:0 可售数量:0



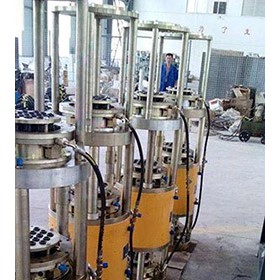
DSJ-200-2700液压顶升装置有二台辅助油泵,一台工作、一台备用。辅助油泵中,其大泵作补油泵用,给主液压传动补油;小泵作控制用,给制动系统、操作系统、调绳系统供油。司机通过操作液压式比例先导伐的手柄扳到不同角度,就可使主油泵输出不同的流量,使液压提升设备得到不同的提升速度。当液压式比例先导伐的手柄扳到 大位置时,提升速度 大。当液压式比例先导伐的手柄扳到中立位置时,液压提升设备停车。当手柄反方向扳动时,液压提升设备反方向运行。
DSJ-200-2700液压顶升装置采用远距离液控操纵方式。司机通过操作液压式比例先导伐给主油泵的比例油缸输入由低到高的压力油,使主油泵的行程调节器动作,改变主油泵摆动的缸体的倾角来改变主油泵的流量,以改变液压马达的转速,使提升机起动,加速运转。
 罐壁组装倒装法原理以及倒装法液压提升步骤
罐壁组装倒装法原理以及倒装法液压提升步骤
{一}、罐壁组装倒装法原理
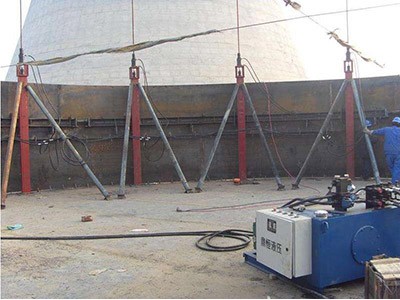
一般大型储罐尤其是拱顶储罐很少采用正装法,主要原因是罐体越来越高,高处作业困难,难以保证工程质量,安全难以保障,而倒装法大都集中在地面作业,其罐体高度不受影响,不仅安全、工效高,而且节省了大型吊机,脚手架费用,同时场地占用少,作业空间大,倒装法的程序是:罐底~罐壁一圈~焊边梁一网架结构组装一顶板组焊一提升~下层壁板。壁板的提升用胀圈,胀圈的规格仍按相应储罐常规做法进行,在罐壁内分段,分别用千斤顶顶紧胀圈,并焊接盘板来保证胀圈向罐体的传力,利用液压顶升机构提升胀圈,则将安装完的罐体向上提升。焊完下层壁板再将胀圈装到下层壁板上。重复工作,直到完成全部壁板施工,拆除液压提升机构和胀圈。
{二}、倒装法液压提升步骤
倒装法施工先安装顶层(一层)壁板。在吊车的配合下,按照已排好的壁板顺序依次将壁板吊装就位,边吊装,边点焊纵缝(留出有安装余量的一道纵缝为活口不点焊)。对口间隙应符合设计要求。待该层壁板全部吊装组对完成后,在内侧沿焊缝自上而下,每500mm左右点焊一块弧形板。错边量应满足组对质量要求。壁板纵缝先焊外侧,内侧清根后施焊。除活口以外的其它纵缝全部焊完后,应拉尺测量壁板周长。周长的实际尺寸应该是理论尺寸加较后活口焊接收缩量,加顶部包边角钢焊接收缩量和下部环缝焊接收缩量。
一层壁板和罐顶安装提升之后,即可安装焊接二层壁板。方法同一层壁板,并留出两道活口不焊,在二层壁板吊装的同时,在罐内组对和安装胀圈,调整好液压提升设备后提升。
提升时按控制柜的上升钮,完成一次提升后,再按下降钮,使千斤顶活塞杆复位。二次提升同一步操作,在提升高度相差较大时,通过针形阀关闭其它千斤顶,单独提升较低部位的千斤顶,使其到达相应的高度时停止提升。直至一层壁板的下边稍高出二层壁板上边10~20mm,同时在下层壁板外侧,错开点焊限位挡板,使上下层壁板对接。为了保证对口间隙均匀一致,在环缝之间加垫板,垫板应与设计要求的对口间隙相同,当间隙不合适时,可用提升机调整环缝间隙,其方法是依间隙大小,逐个进行调整,直至符合要求。
二层壁板安装组对后,进行纵缝的内侧焊接和环缝焊接,按设计要求对壁板的几何尺寸和焊缝质量进行检验,合格后,按照上述方法和步骤安装、提升第三层壁板、第四层壁板……,直至较后一层壁板的安装提升结束。较后一层壁板的纵缝和上部环缝焊完后,将胀圈落下与底部联结,开启提升机,使罐体升高50~100mm,拆除垫块,在底层壁板安装线内外设挡板,调整壁板就位。
沧州鼎恒液压机械有限(http://www.dinghengyeya.com)是早期生产液压顶推顶升设备的厂家,其产品在用户当中享有很高的信誉。在国内具有的先进技术水平。钢内筒提升设备、储罐液压顶升产品在大型储罐、水柜、煤气柜、电厂脱硫塔、火电厂烟囱钢内筒等钢结构的倒装顶升安装中得到普遍使用。并可以为客户设计特种提升设备。
本网页所展示的有关【江苏液压提升设备企业~鼎恒液压~厂家订做液压顶升设备】的信息/图片/参数等由的会员【沧州鼎恒液压机械制造有限公司 】提供,由六叉零B2B会员【沧州鼎恒液压机械制造有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【江苏液压提升设备企业~鼎恒液压~厂家订做液压顶升设备】有关的信息/图片/价格等及提供 【江苏液压提升设备企业~鼎恒液压~厂家订做液压顶升设备】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对六叉零B2B的关注与支持!


 广东液压提升企业-鼎恒液压机械厂家
广东液压提升企业-鼎恒液压机械厂家
 江西液压提升设备生产企业-鼎恒液压
江西液压提升设备生产企业-鼎恒液压
 宁夏液压提升企业/鼎恒/生产液压顶
宁夏液压提升企业/鼎恒/生产液压顶
 第1年
第1年


 QQ交流群
QQ交流群

