
产品价格 面议
最小起订量:0 可售数量:0



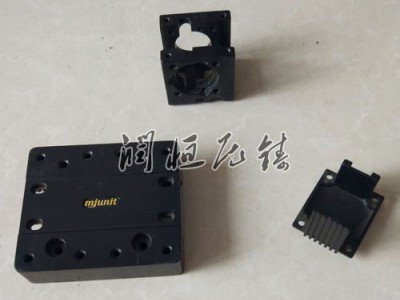
压铸铝件具有节能、噪声低、振动小、重量轻、性能可靠、安装维修方便等优点。
电机压铸件采用开放式浇注系统,直浇道采用现有80mm直径陶管,钢液经内浇道从冒口处注人型腔,内浇道尺寸为40 mmx40mm,4个内浇道均布,保证铸件同一高度温度的均匀性。
电机压铸件产品优点:
1.性能优良,节能省电,结构可靠,通用性强。
2.第三方检验,质量保证。
3.根据需要可采用铸铝机壳或铸铁机壳。
电机压铸件为筒体结构,筒身外径844mm,铸件高8mm,直筒部分高346mm;直筒部分壁厚30mm,中间环带一圈壁厚33 mm,上部主要壁厚23mm。铸件重量:560kg,铸件上部内腔较复杂,局部凸起较多;铸件外部的搭子(凸台)也较多;因此铸件T形和L形热节较多,铸件补缩较困难。平造平浇,造型操作相对简单,但铸件的补缩很困难,尤其是结构复杂的上部内腔凸起的部位基本上没有什么措施解决补缩问题。
 汽车铝铸件重力加压铸造的探讨及应用概况
汽车铝铸件重力加压铸造的探讨及应用概况
[一]、汽车铝合金轮毅重力加压铸造的探讨
汽车铝合金轮毅的铸造较早可追溯至20世纪20年代,当时欧洲的一些赛车手为了减轻车重,用砂型铸造的方法生产铝合金轮毅,用于运动赛车上。经过几十年的发展,铝合金轮毅已得到广泛应用。铝铸件其铸造方法也有多种,就铸造铝合金轮毅而言,国外报到过的方法有:重力铸造、低压铸造、液态挤压、反压铸造、离心铸造、真空压铸、半固态铸造等。其中应用较为普遍的主要有金属型重力铸造、低压铸造、差压铸造以及挤压铸造。重力铸造的约占40%;低压铸造的约占40%;其他方法占20%;我国汽车铝合金轮毅的研究始于20世纪80年代末、90年代初期。当时,开始生产汽车铝合金轮毅。我国的汽车铝合金轮毅铸造方法大都是结合企业自身人力、财力来决定的,汽车铝合金国货中60%用低压铸造,特殊场合也有用反压铸造(但比例极少),38%用重力铸造,也有少数企业用高比压(约100MPa的液态挤压铸造法。当前汽车铝合金轮毅成型技术主要采用低压铸造工艺,低压铸造汽车铝轮毅占总量的80%以上。由上可见,目前铝合金轮毅铸造国内外较为普遍的是低压铸造和金属型重力铸造。
低压铸造一般不单独设冒口,浇注系统小,铝液金属利用率高,铝铸件力学性能好。但以前国内铝合金生产厂使用的低压铸造机以进口为主,由于低压铸造设备结构复杂,需用自动控制技术对加压过程进行控制,价格较为昂贵。结合多年低压铸造实践丰富经验,自行设计了新型低压铸造设备,使其造价有所降低,但相比重力铸造设备来说,其造价还是高不少。金属型重力铸造由于没有外加压力,为了获得致密的铝铸件,需要利用冒口来补缩。因此,与低压铸造相比,金属型重力铸造的浇冒口较重,铝液利用率低。笔者利用低压铸造和金属型重力铸造各自的优点,取其优点弃其糟粕,结合自身多年铝合金轮毅生产经验,来探讨汽车铝合金轮毅的重力加压铸造的可行性进行探讨与论述。
[二]、压铸铝件在汽车上的应用概况
汽车行业在我国经历了的迅猛发展,而汽车产品恰恰是压铸铝件的较大用户,我国汽车的庞大市场,会使汽车压铸铝件的需求大幅增加。铝压铸件是汽车产品零部件的重要构成之一,平均每辆汽车上约有10~20%重量的零部件为压铸铝件产品,同样大约每年有20%左右的压铸铝件是为汽车行业生产的,即目前我国每年约500~600万压铸铝件流向汽车与服务行业。
汽车零部件中有很多零件也是由压铸铝件来的,一些结构复杂的汽车零部件如发动机缸体、缸盖等,铸造优异的成型工艺是其它方法难以实现的,同时压铸铝件的材料性能又可以满足这些零部件的使用性能要求,且价格低廉,这是压铸铝件在汽车零部件上应用并在相当长的时问内也能够得以延续的重要原因。
但是压铸铝件在汽车上的应用也面临各方面的考验。汽车轻量化、节能环保的要求,不仅是采用铝镁合金来代替铸铁材料,一些塑料件、陶瓷件等轻的汽车压铸铝件产品正在蚕食压铸铝件产品阵地;同样,随着汽车性能提高与性能的要求,一些产品如曲轴等采用锻件也越来越多。再次,铸造是耗能与污染的重要行业,由于节能环保的要求,如同发达国家一样,社会对铸造行业的排斥将越来越强,铸造行业面临着巨大压力,而清洁化铸造的生产方式并不是一朝一夕能够实现的,并会带来成本增加,这是我们需要关注的。气孔、气泡
缺陷特征:压铸铝件壁内气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的皮,有时呈油黄色。
产生原因:浇注合金不平稳,卷入气体,型砂中混入有机杂质,铸型和砂芯通气不良,冷铁表面有缩孔。
3、缩松
缺陷特征:压铸铝件缩松一般产生在内浇道附近飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在x光底片上呈云雾状严重的呈丝状缩松可通过X光、荧光低倍断口等检查方法发现。
产生原因:冒口补缩作用差,炉料含气量太多。
4、裂纹
产生原因:压铸铝件结构设计不合理,有尖角,壁的厚薄变化过于悬殊,砂型退让性不良,铸型局部过热。
压铸铝件缺陷的防止方法
1、炉料应经过吹砂,回炉料的使用量适当降低,改进浇注系统设计,提高其挡渣能力,采用适当的熔剂去渣,浇注时应当平稳并应注意挡渣。
2、正确掌握浇注速度,避免卷入气体,型砂中不得混入有机杂质以减少造型材料的发气量,改变砂的排气能力,正确选用及处理冷铁,改进浇注系统设计。
3、从冒口补浇金属液,改进冒口设计,炉料应清洁无腐蚀,压铸铝件缩松处设置冒口,安放冷铁或冷铁与冒口联用,控制型砂水分,和砂芯干燥,采取细化品粒的措施,改进压铸铝件在铸型中的位置降低浇注温度和浇注速度。
4、改进压铸铝件结构设计,避免尖角,壁厚力求均匀,圆滑过渡,采取增大砂型退让性的措施,保证压铸铝件各部分同时凝固或顺序凝固,改进浇注系统设计。
泊头市润恒压铸有限(http://www.btrhyzc.com)从事铝铸件、铸铝件、压铸件、铝压铸件产品具有选材优良、抗震防腐、耐高温、密封好、易维修等特点。十分重视内部质量管理、技术革新和提高水平,严格按照质量管理标准,降低能耗,保证质量,来满足客户提出的各种合理要求,得到了客户的一致好评。
本网页所展示的有关【新疆铝压铸件生产-泊头润恒压铸厂家订制压铸铝件】的信息/图片/参数等由的会员【泊头市润恒压铸有限公司 】提供,由六叉零B2B会员【泊头市润恒压铸有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【新疆铝压铸件生产-泊头润恒压铸厂家订制压铸铝件】有关的信息/图片/价格等及提供 【新疆铝压铸件生产-泊头润恒压铸厂家订制压铸铝件】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对六叉零B2B的关注与支持!


 山东压铸件企业_河北润恒压铸设备加
山东压铸件企业_河北润恒压铸设备加
 重庆铸铝件|河北润恒压铸设备厂家订
重庆铸铝件|河北润恒压铸设备厂家订
 河南铝压铸件加工厂家_泊头润恒压铸
河南铝压铸件加工厂家_泊头润恒压铸
 第1年
第1年


 QQ交流群
QQ交流群

