

产品价格 ¥9800.00元/台
最小起订量:1 台 可售数量:20 台



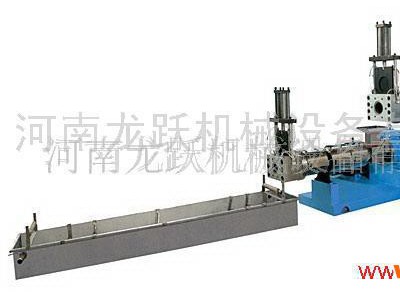
| 产品用途 | 废旧塑料造粒机 |
|---|---|
| 电动机功率 | 22 |
| 锅体容积 | 500 |
| 机器中心高度 | 900 |
| 机组重量 | 2000 |
| 加热功率 | 3800 |
| 螺杆长度 | 1920 |
| 螺杆数量 | 单 |
| 螺杆直径 | 168 |
| 生产能力 | 150 |
| 适用原料 | 各种废旧塑料 |
| 外形尺寸 | 2500*1200*900 |
| 主机型号 | 125 |
| 回旋直径(mm) | 125 |
| 进料口直径(mm) | 280*280 |
| 滤筛板孔径(mm) | 3-5 |
| 质保时间 | 2015-11-27 |
| 产品用途 | 塑料再生 |
| 品牌 | 龙跃 |
| 型号 | LY-125 |
塑料造粒机的主机是挤塑机[1],它由挤压系统、传动系统和加热冷却系统组成。
1.挤压系统 挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
(1) 螺杆:是挤塑机的**部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
(2) 机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
(3) 料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
(4) 机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。
挤塑机按照机头料流方向和螺杆中心线的夹角,将机头分成斜角机头(夹角120o)和直角机头。机头的外壳是用螺栓固定在机身上,机头内的模具有模芯坐,并用螺帽固定在机头进线端口,模芯座的前面装有模芯,模芯及模芯座的中心有孔,用于通过芯线;在机头前部装有均压环,用于均衡压力;挤包成型部分由模套座和模套组成,模套的位置可由螺栓通过支撑来调节,以调整模套对模芯的相对位置,便于调节挤包层厚度的均匀性。机头外部装有加热装置和测温装置。
2.传动系统 传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。 3.加热冷却装置 加热与冷却是塑料挤出过程能够进行的必要条件。
(1) 现在挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
(2) 冷却装置是为了保证塑料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型挤塑机采用 风冷比较合适,大型则多采用水冷或两种形式结合冷却;螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使塑料粒发粘堵塞料口,二是保证传动部分正常工作。
塑料造粒机组的辅机主要包括放线装置、校直装置、预热装置、冷却装置、牵引装置、计米器、火花试验机、收线装置。挤出机组的用途不同其选配用的辅助设备也不尽相同。如还有切断器、吹干器、印字装置等。
校直装置:塑料挤出废品类型中**常见的一种是偏心,而线芯各种型式的弯曲则是产生绝缘偏心的重要原因之一。在护套挤出中,护套表面的刮伤也往往是由缆芯的弯曲造成的。因此,各种挤塑机组中的校直装置是必不可少。校直装置的主要型式有:滚筒式(分为水平式和垂直式);滑轮式(分为单滑轮和滑轮组);绞轮式,兼起拖动、校直、稳定张力等多种作用;压轮式(分为水平式和垂直式)等。
预热装置:缆芯预热对于绝缘挤出和护套挤出都是必要的。对于绝缘层,尤其是薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以彻底清除表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可消除冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保证挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并保证升温迅速,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿即可。
冷却装置:成型的塑料挤包层在离开机头后,应立即进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷**是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出**采用缓冷进行,即经过热水、温水、冷水三段冷却。
塑料造粒机-功能用途
采用特殊的螺杆设计及不同配置,适用于生产PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等多种塑胶的再生及混色造粒。减速箱采用高扭矩的设计,实现了无噪音运转平稳等性能。螺杆,料筒经特殊的硬化处理,具有耐磨,混炼性能好,高产量的特性,真空排气或普通排气口的设计,能在生产过程中将水分,废气排走,使出料更稳定,胶粒更结实,保证了产品优良品质。
塑料造粒机主要用于加工废旧塑料薄膜(工业包装膜、农业地膜、大棚膜、啤酒包、手提袋等)、编织袋、农用方便袋、盆、桶、饮料瓶、家具、日常用品等,适用于大部分常见的废旧塑料,是废旧塑料再生行业用途**,使用**泛**用户欢迎的塑料再生加工机械。
塑料造粒机-塑料造粒机特点
1、所有回收料经分类和破碎清洗后不需甩干或烘、晒干,即可生产,干湿两用。
2、从原料破碎、清洗、进料到制成颗粒均为自动化。
3、充分利用高压摩擦不间断升温系统,自动加热生产,避免了连续加热,省电节能。
4、采用分体全自动配电系统,确保电机安全正常运转。
5、螺杆料筒均采用进口高强度优质碳素结构钢制造,经久耐用。
6、机器外观美观大方。可根据客户要求配色喷漆。
本网页所展示的有关【供应塑料造粒机,塑料机械,郑州机械厂】的信息/图片/参数等由的会员【河南龙跃机械设备有限公司 】提供,由六叉零B2B会员【河南龙跃机械设备有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【供应塑料造粒机,塑料机械,郑州机械厂】有关的信息/图片/价格等及提供 【供应塑料造粒机,塑料机械,郑州机械厂】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对六叉零B2B的关注与支持!


 供应郑州塑料机械,泡沫造粒机
供应郑州塑料机械,泡沫造粒机
 供应塑料机械
供应塑料机械
 供应塑料切粒机 塑料机械辅机
供应塑料切粒机 塑料机械辅机
 第1年
第1年


 QQ交流群
QQ交流群

