



产品价格 面议
最小起订量:10 吨 可售数量:100 吨



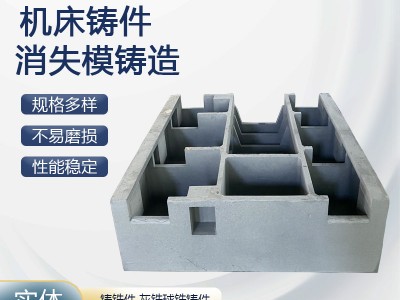
机床床身铸件先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身按标准GB9439-88。树脂砂型刚度好,浇注初期砂型这就有条件利用铸固过程的石墨化膨胀,地缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
1、机床床身铸件与消震好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
2、机床床身铸件工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
机床床身铸件的铸造方法一般采用消失模铸造工艺,树脂砂铸造,实型铸造,高牌铸造等,例如大型机床铸件的床身,立柱,横梁,滑台等都是用这几种铸造工艺。
本网页所展示的有关【厂家供应真空机床铸件加工线身车床卧加立式底座箱体铸造加工】的信息/图片/参数等由的会员【金岡机械有限公司 】提供,由六叉零B2B会员【金岡机械有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【厂家供应真空机床铸件加工线身车床卧加立式底座箱体铸造加工】有关的信息/图片/价格等及提供 【厂家供应真空机床铸件加工线身车床卧加立式底座箱体铸造加工】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对六叉零B2B的关注与支持!


 金岡 大型机床铸件加工 机床立柱数
金岡 大型机床铸件加工 机床立柱数
 现货批发铸造加工机床铸件 球墨数控
现货批发铸造加工机床铸件 球墨数控
 第1年
第1年



 QQ交流群
QQ交流群

