

客户的问题
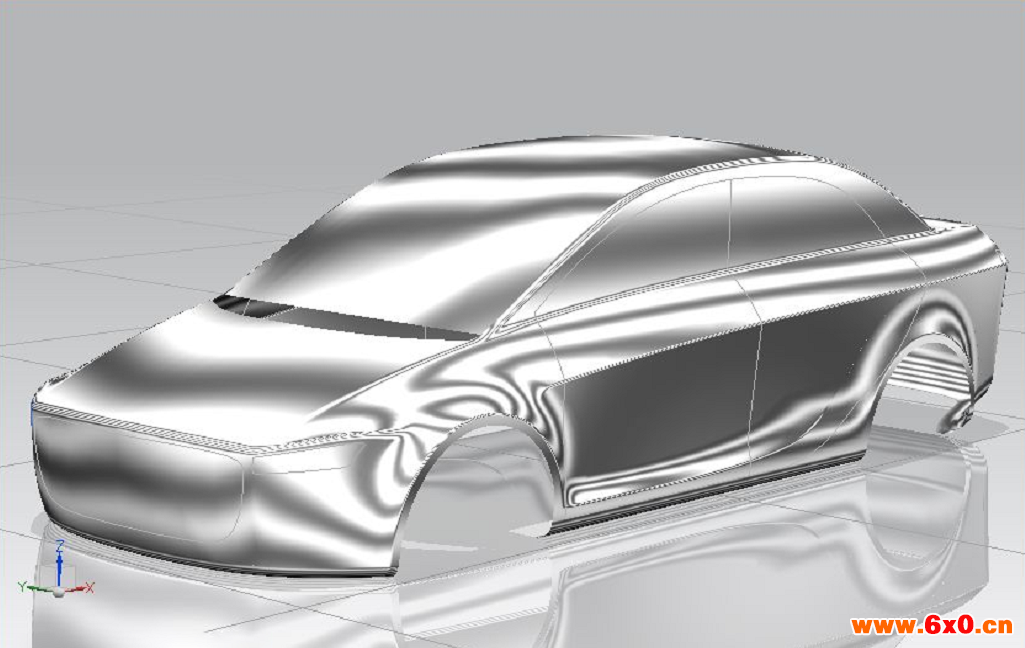
某汽车主机厂,他们生产白车身存在一定的质量问题。经过检测论证发现可能生产阶段的钣金件或者是为钣金整形的冲压模具存在质量问题。
三维扫描解决方案
因为钣金件和模具大都是曲面,传统的手检或者三坐标等单点测量设备无法满足他们的要求。为了快速而全面的检测他们的众多的钣金件和模具,我们建议他们采用形创的handyscan三维扫描仪进行此次检测。

Handyscan 700扫描仪
合模间隙测量神操作
其中在模具检测的过程中,合模间隙是检测模具的一个重要指标。但是存在一个问题:合模间隙是在上下模合模的时候才形成的,无法通过测量设备直接测量。而传统的常规的检测手段是在板料上涂上颜色,在冲压过后检查板料上的颜色变化,这种方法只能检测出趋势,也就是只能定性不能定量。
然后,handyscan却能的解决合模间隙的测量,因为它具有贴点定位的技术,可以在合模状态下通过定位点建立一个坐标系框架,然后将上下模分开单独进行扫描,得到的扫描数据仍然是在同一个定位坐标系。
那么这是如何实现的呢?让我们一步一步来看:
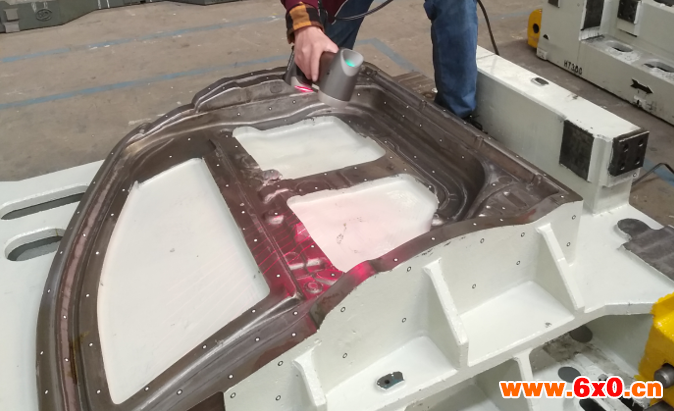
首先将模具合模状态下,让上下模达到实际的工作状态,然后在上下模周边贴上足够数量的定位。
合模状态整体定位
第二步,用handyscan的采点模式,记录下这些定位标记点,这些标记点将上下模就建立了一个整体坐标系框架。
第三步,将上下模分开,然后在间隙面上补充定位标记点,覆盖需要扫描的区域。并用handyscan将上下模中新的标记点,记入第二步的整体坐标系。

间隙面补充完整定位点
第四步,用handyscan的表面采集模式,将上下模的间隙面分别扫描下来。可以看到它们仍然在同一个坐标系中。
分模进行扫描
下模扫描数据
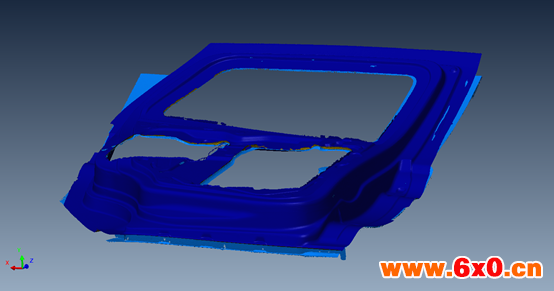
整体合模扫描数据
第五步,将扫描结果导入polyworks软件中,以下模为基准,将上模和下模进行比对分析,就可以得到间隙面各个位置的偏差并导出检测报告。
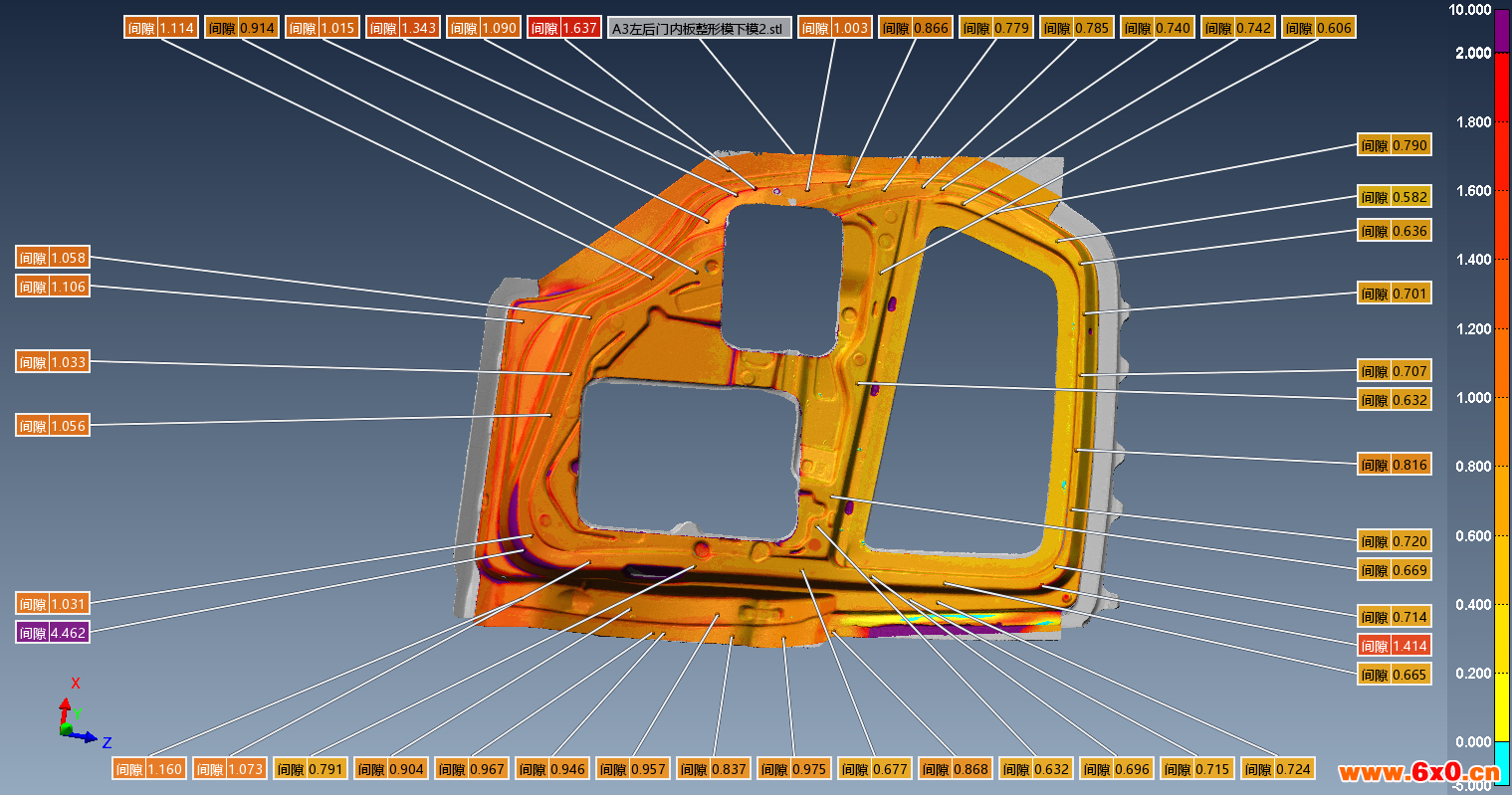
合模间隙对比色差报告








 QQ交流群
QQ交流群

