

全球经济回暖让汽车需求量大幅增加,全球主要汽车巨头的动力总成制造新建、扩建与技术升级项目紧锣密鼓地得到实施。其中,如何利用先进的测量技术,为动力总成各类复杂精密零部件提供质量保证,实现制造效率与品质的大幅提高,成为当今动力总成制造环节中的重点之一。
动力总成类零部件主要包括:缸体、缸盖、凸轮轴、曲轴及连杆等精密部件。为保证发动机工作效率高、稳定性好且耐用时间长,每条生产线都大批量生产单一品种零件,对产品精度、合格率有很高的要求;同时,加工节拍和加工效率也很重要。
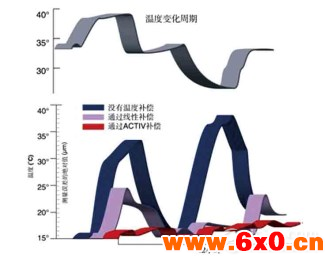
图1 温度补偿技术对测量误差的影响。

图2 与生产线完全整合的在线动力总成测量系统。
动力总成生产线的需求特点可总结为:生产线长时间连续运转—甚至全天24h运转;每个工件的测量时间控制的很严,需要配合生产线的生产节拍;批量生产的动力总成零部件的质量状况以及生产线上数控加工机床的状态跟踪完全依赖于测量机的测量结果的实时反馈。因此,动力总成生产线对在线测量系统的测量效率、精度与可靠性均提出了非常严格的要求。
动力总成生产线上先进的柔性计量系统
当前,动力总成生产线上先进的柔性计量系统包括两类:布局于车间的固定式自动化三坐标测量系统和嵌入自动化加工工序中的在机检测系统。
其中,布局于车间的固定式自动化三坐标测量系统有三类:专为生产现场设计的车间型三坐标测量机、配备机罩的在线动力总成测量系统和与生产线完全整合的在线动力总成测量系统,这三类解决方案的自动化水平根据集成装配的多少依次提高。
布局于车间的固定式自动化三坐标测量系统
专为生产现场设计的车间型三坐标测量机
为了缩简工件在数控机床和质保室测量机之间的搬运环节,很多现代三坐标测量机被设计为用于车间现场应用环境。车间环境的应用条件意味着更加简化和安全的操作方式,同时,必须降低车间环境尤其是温度环境对三坐标测量机的影响。车间型三坐标测量机就是这样应运而生的。
车间环境对三坐标影响zui大的因素包括温度、湿度及粉尘等,其中湿度影响可以靠良好的气源及多重过滤器摒除,灰尘粉尘油污等因素可以靠加固改良XYZ三轴的风琴罩来消除,温度的影响摒除则没有那么简单,需要采用专业的实时结构温度补偿系统,从硬件和软件两个方面补偿机身和零件因温度引发的“热胀冷缩”变形。图1为来自海克斯康三坐标测量机的温度补偿实验报告,通过配备ACTIV温度补偿技术,其GlobalSilverSF机型能够在温度范围宽为15-30℃且日环境温度变化达10℃的生产环境内完成高精度的尺寸检测任务。同时,现场型三坐标测量机还可以配置激光安全带防护系统,能在人员进入测量空间时主动减速或停机,保障现场车间人员的安全。
配备机罩的在线动力总成测量系统
配备机罩的在线动力总成测量系统是固定式三坐标精密测量机、检测机罩、夹具、自动或半自动上下料系统、机柜、空调等系统的紧凑集成。更全面的装备配置使得该系统比上述车间型测量机的精度水平更高,效率更快,操作也更加简易和省力。该系统一般直接布局于生产线旁,配合高节奏生产线对大批量动力总成进行实时检测,通过实时海量质检数据的统计分析,获取更有效的质控价值信息,预防任何不良加工趋势。整个系统的构成包括:
?固定式三坐标测量机——实现动力总成自动化精密测量的主体设备;
?测量机机罩——在生产环境为测量机测量提供保证;
?手动/自动上下料系统——减轻操作者的体力消耗,提率;
?夹具——根据零部件特征而设计的专用或通用夹具,有效提高装夹效率和定位精度;
?机柜(集成控制柜、测头控制器、计算机、打印机系统)——在车间环境下提供更好的安全性;
?状态指示灯——直观对测量运行状态进行监控。
与生产线完全整合的在线动力总成测量系统
该类系统除了集成机罩、上下料、夹具、机柜、空调等设备,重要的是还与机械手联合搬运工件,并通过先进的软件操作系统,对不同的工件实现编码辨认,智能调用相应程序,完成全自动化无人操作质检。
图2是韩国某变速箱壳体的自动化检测线。该生产线年产变速箱100万台,整套系统要求24h全天运转,100%自动全检,检测的节拍为108s/件;这其中,操作员所要做的工作仅仅是:启动检测线、通过状态灯监控检测执行状况、对异常作出判断并采取措施。整条检测线,要求所有数据实时在线,实时获取。
嵌入自动化加工工序中的在机检测系统
动力总成的加工批量大,从机床刀具、工装到机床自身的耗损都很大,很难控制不良的加工趋势,而且一旦出现不良加工趋势,哪怕是一点点的不合格率,都会造成较大的损失。经过反复研究发现,在关键的加工环节上加入在机检测及时发现偏差调整关键参数,不但会大大避免不良事件和趋势,且能提高加工能力。
当工件从一条生产线的上一道工序进入下一道加工工序加工时,例如发动机缸体,尤其是半精镗、精镗环节对孔的中心位置有着非常严格的要求,单单依靠自动上下料或夹具系统的重复定位精度无法很好的保证前后两道工序的相同加工基准点,zui终也远远不能满足这些部件的精度要求。在试图提高这些自动上下料或夹具系统的精度时,会遇到两方面的难题:若要使自动化数控加工系统达到理想的精度,其设计、制造成本非常高;长期一致的可靠性较差,需要经常进行维护;维护、保养成本比较高。
在实践中我们发现,可以放宽夹具系统的重复定位精度要求,每次工件自动装夹完毕后通过使用在机测量系统准确地测定每个工件的实际位置,实时刷新每个工件的坐标系,能够保证不同工序加工基准的位置,使得产品的合格率及稳定性都得到了很大改善。
结束语
随着动力总成制造技术的发展,测量技术正通过机器、探测系统及软件技术的综合应用与创新,以zui大限度地满足客户对高品质、率及高可靠性的生产要求。而要完成动力总成零部件的测量,仅依靠一套测量系统是远远不够的,需要将测量系统充分融合到客户从生产规划、设备验收、加工质量直至全面品质分析的每一个阶段。通过测量设备供应商所具备的专业应用经验和二次开发能力,满足动力总成客户的要求。相信,随着中国在动力总成制造领域技术与产能的逐步提升与优化,先进的专业测量技术会在动力总成制造的各个环节发挥越来越重要的作用。
(文章来源:蒋李军 南汽名爵 / 高仕伟、陈宣豪 海克斯康测量技术(青岛)有限公司)








 QQ交流群
QQ交流群

