

API 公司激光跟踪仪系列产品,以其小巧、便携、高精度、大尺寸测量的优点,为用户轻松地解决了这一难题。
 一、有些工件体积很大、很重、安装在机床上进行加工是一件很费力的事情,所以用户希望一次安装,能够同时在线完成加工和测量两项任务,如下图所示是某大型拼装体框架子模块,用激光跟踪仪对子模块进行在线测量,找出名义与实际尺寸的误差,然后用这一误差值修正机床的进给量,对工件进行再次加工,直至满足设计要求,加工出合格的工件。
一、有些工件体积很大、很重、安装在机床上进行加工是一件很费力的事情,所以用户希望一次安装,能够同时在线完成加工和测量两项任务,如下图所示是某大型拼装体框架子模块,用激光跟踪仪对子模块进行在线测量,找出名义与实际尺寸的误差,然后用这一误差值修正机床的进给量,对工件进行再次加工,直至满足设计要求,加工出合格的工件。简要测量方案:
1、以被测工件为基准坐标系建立跟踪仪测量坐标系;
2、按工件设计尺寸要求对实际工件框体进行被测面采点,从而得出对应尺寸要求的实际工件误差值。
3、根据误差值进行对工件的修正加工直至合格,用激光跟踪仪可以非常方便的在线检测各个工件的尺寸公差,面面间的角度关系以及各个被测点位置关系。
 二、按设计要求指导大型拼装体中的各个子模块的组装,并可实时检测和控制各个子模块的空间位置状态。
二、按设计要求指导大型拼装体中的各个子模块的组装,并可实时检测和控制各个子模块的空间位置状态。简要测量方案:
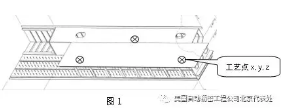
1、在加工各个子模块时,设计会给出各个子模块上的装配工艺点坐标值如图1(每个子模块上的工艺点数根据实际大小而定,最少不应少于3个),用激光跟踪仪测量各个子模块中工艺点的实际坐标值。

并欢迎扫描二维码关注我们的微信公众号









 QQ交流群
QQ交流群

