

2013年春秋两季,普拉米特刀具用来加工材料组P的5种开创性车削牌号引入捷克和全球市场。这一命名为T9300的系列包括由普拉米特刀具公司生产的以下材料:超坚硬且热稳定性高的材料T9310;高性能牌号T9315;通用牌号T9325和高韧性牌号T9335。所有这些材料均由带有独特的MT-CVD涂层的烧结硬质合金制成。
推出该系列之前进行了大量的研究,包括一系列切削测试、功能和技术测试以及多次拜访客户。其中一些操作将在本文进行介绍。
选择合适的基体材料
当代由烧结硬质合金制成的切削材料,或牌号由两部分组成:WC-MxC–Co基体和基于CVD或PVD技术的淀积式薄保护层。
作为整个切削材料的基本机械性能的载体,合适基体的正确选择是非常重要的。烧结硬质合金基体的性能取决于多个参数,主要是钴基粘结相(韧性相)的含量和硬质合金细粒(耐磨的坚固相)的尺寸和成分。
车削材质系列T9300选用了功能梯度材料(FGM)平台。每个牌号因不同的钴相含量及相异的碳化钨颗粒尺寸而各不相同。功能梯度材料(FGM)基体的zui突出优点是烧结硬质合金表面层+韧性的钴基粘结相。该表面层中的裂纹很难起裂和蔓延。由于在MT-CVD涂层上出现裂纹的可能性极高,因此这一优点对带这种涂层的材料尤其有利。
在研发全新材质系列T9300时,选择硬度和韧性作为要重点关注的烧结硬质合金的基本机械性能。使用设定值为30kg的硬度计测试了维氏硬度。使用帕尔姆克维斯特(Palmquist)方法获得了烧结硬质合金的韧性值,同时使用带雪佛龙刻痕的样件进行了弯曲测试。后一测试是联合布尔诺市捷克科学院材料物理学会进行的。各个牌号获得的硬度和韧性相对平均值的比较,请参见图1,并可从该图得知标准材料为T9310。
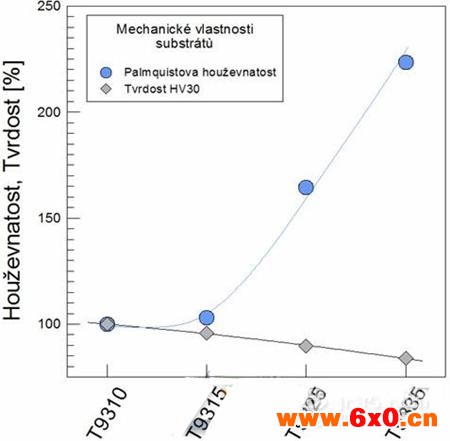
图1:测得的HV30硬度值和帕尔姆克维斯特韧性值
为说明基体特性而进行的其中一项功能性切削测试的目的是为了确定断续切削中可转位刀片的使用寿命。图2中所示的固定件,即带有不同可选可互换杆的圆筒为处于各种切削条件下的刀片提供机械循环载荷。

图2:断续切削条件下进行的切削试验
涂层及其属性
目前,涂层是烧结硬质合金和高速不锈钢等高性能切削材料不可或缺的一部分。其在底层基体和工件材料之间构成了一道屏障。
在为车削材质系列T9300选择涂层时,必须始终牢记在待加工目标材料组上出现的磨损的特性类型。涂层由两个基本层组成。基本组分(磨损)为高度耐磨TiCN层,其同时将涂层极牢固地黏附在基体上。喷涂层的第二组分(末后)是独特的阿尔法层—Al2O3。该层的独特性在于阿尔法相Al2O3的晶体细粒以定义的方向实现了目标定向性。所有Al2O3细粒的所选晶面朝向载荷轴的“定向性”具有多个优点。对于系列T9300涂层来说,可具有的耐氧化性/耐化学性、高热稳定性和抗积屑能力,并且由于晶间缺陷发生率的大幅降低,其还具有高度完整的淀积层。
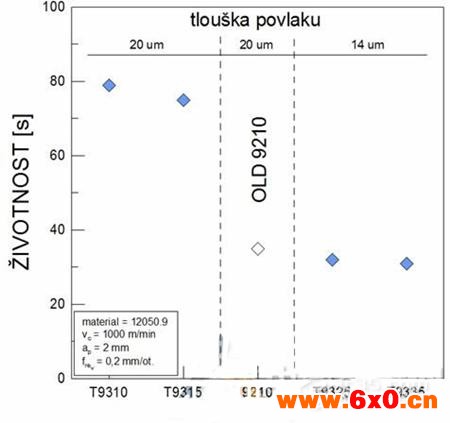
为确定涂层性能,在普拉米特刀具公司测试实验室进行了其中一项工艺测试,包括以1000m/min的高切削速度进行切削测试。图3中显示的结果表明旧涂层技术(9210)和新涂层技术(T9310-T9335)之间存在明显区别,也即是说,与当前zui耐磨材料MT-CVD涂层牌号9210获得的结果相比,具有较小涂层厚度的高韧性材料也可获得类似结果。
 为了在客户工厂进行测试,制造了80多种尺寸的1500多个可转位刀片样件。测试涉及的捷克制造商和国际制造商超过25家。数据收集和评估所花费的时间超过10个月。图4中的饼图列出了所获结果与全球竞争产品的zui终评估。在所进行的所有测试中,共78%的产品要优于竞争对手的产品或与竞争对手的产品相当。
为了在客户工厂进行测试,制造了80多种尺寸的1500多个可转位刀片样件。测试涉及的捷克制造商和国际制造商超过25家。数据收集和评估所花费的时间超过10个月。图4中的饼图列出了所获结果与全球竞争产品的zui终评估。在所进行的所有测试中,共78%的产品要优于竞争对手的产品或与竞争对手的产品相当。结论
研发团队高度重视普拉米特刀具公司在捷克和全球市场推出的全新切削材料T9300的研发。团队进行了多次测试、验证测试并拜访客户,zui终得出的结论是研发的材料在车削应用中具有极大的潜力,尤其在加工材料组P时。与旧材料和竞争制造商提供的解决方案相比,材料T9300的不同明显表现在其将重点放在加工的效率上,即在具有高切削速度或送料速度的应用中具有率。








 QQ交流群
QQ交流群

