

DIN 53509标准介绍
DIN 53509简介
DIN 53509标准系由德国材料试验标准委员会( NMP)下的 NMP 434“ 橡胶和合成橡胶的物理性能试验” 工作委员会参考国际标准 ISO 1431-1: 1989 而制定的。除了参照上述标准的第 1 部分外,还采纳了内含动态应力测定内容的 ISO 1431-2: 1982 和带有臭氧浓度测定参考方法的 ISO 1431-3: 2000。在此本标准优先推荐采用的臭氧浓度测定方法不是按 DIN 52509-2 的化学方法,而是用一种紫外线光度测量法。
DIN 53509标准与 ISO 1431-1:1989 相比有下列不同:
- 在正常情况下相对空气湿度应≤65%,制上限。 但如果制品将在潮湿的工况下应用,则应在 80~ 90%的相对湿度下进行试验,
- 为了确保供给足够的臭氧试样表面对臭氧流量的比率不得超过 25 s x m-1 的数值,
- 在方法 A 中,试验时间推荐用 72 小时来代替原来的 48 小时,
- 在方法 B 中,要求对 96 小时不加限制,
- 在方法 A 中,不再规定用裂纹表来确定评定等级。不过必须说明,试验后是产生了裂纹或者是没有产生裂纹。倘若要求应拍片(照相),
- 如果确有必要,允许采用只有 2 毫米宽度的 T50-哑铃片状试样来测定是否开始形成裂纹,
- 此外还允许对同时承受多种不同拉伸应力的试样,即阿纳鲁斯( Annalus)试样和被弯曲成一只环状的矩形试样。
1.应用范围和目的
本标准规定的试验方法用于测定合成橡胶抗产生裂纹的性能,试验时将试样置于规定臭氧浓度下并使其承受伸长应力。臭氧是合成橡胶暴露在天然大气中一段时间后造成损坏的主要原因。但在室内也会产生臭氧,特别是在有电气放电和紫外线辐射源的区域。材料抗裂纹性能的好坏首先与臭氧的浓度和材料所承受的伸长应力有关。其它的影响因素还有温度、空气湿度、太阳光照射,空气中的杂质和沉淀物等等。
按照本标准作静态试验时一律不考虑次生的与材料暴露在大气中有关的所有因素,仅考虑恒定的伸长率以及恒定的臭氧浓度,温度和空气湿度。只希望试样能在静态应力下进行试验。
只希望试样能在静态应力下进行试验。
本试验方法不适用于测定合成橡胶材料的耐光性。
2.本标准的参考资料
本标准中所采用的各种参考资料有的注明了出版日期,有的未注明出版日期。这些凡在标准正文中引用过的参考资料后面均给予注明。其中带有出版日期的引用标准属于该标准后来修改或修订过的版本。未注明出版日期的标准版本仅指有关标准的后版本(包括修改版本)
DIN 7716 橡胶和树胶制品—对储存,清洗和维修的要求。
DIN 50014?空调及其技术应用—标准空调设备
DIN 53502?合成橡胶和带有合成橡胶层织物的试验—试样—制造规程
DIN 53509–2?橡胶和合成橡胶的试验—合成橡胶在臭氧作用下加速老化—臭氧浓度的测定(推荐方法)
3.术语
1. 临界伸长率
所谓临界伸长率是指在规定的条件下受到臭氧作用而不会产生裂纹的大伸长率.
4. 本试验方法的基础
将试样置入试验室的夹具中使其伸长到规定的尺寸,在规定的温度和空气湿度下呆一定的时间, 并在试验过程中用带有规定臭氧浓度的空气流通过试样表面。后对产生裂纹进行评定。
可采用以下方法进行试验:
方法 A
在经过预定的应力作用时间在预定的伸长率后评定裂纹图。
方法 B
在预定的伸长率作用下测定产生裂纹时的应力作用时间。
方法 C
用少量的四种不同的伸长率测定产生裂纹时的应力作用时间。
对于一定应力作用时间临界伸长率的数据
5.试验设备(仪器)
5.1 试样夹具
夹具材料不得影响臭氧浓度的测量。适于采用铝和不锈钢来制造。夹具上应避免带有尖锐的钝边。夹具的形状必须确保合成橡胶试样测定的表面可以和试验室含臭氧的空气相接触,让气流流过试样表面。用螺纹虎钳来夹紧条带形试样,用它使试样伸长到 80%。试样未夹紧长度在未伸长状态少应为 40 毫米。
对哑铃片状试样必须应用这样的夹具,夹头呈爪子形,试样用于伸长部分的宽度为 5 毫米,这部分未伸长前为 50 毫米长,可以一直拉伸到 90 毫米( 80%伸长率) 。环状试样应用图 1 所示的夹具,试样的在伸长率约为 20%。
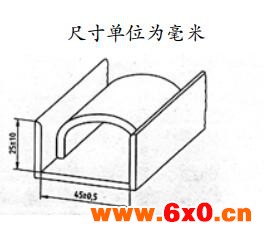
图1 环状试样用夹具
对于成品必须应用相应的夹具。因为成品的硬度较大和织物对强度增强的缘故,用条带状试样达不到要求的伸长率,可以将成品的截面绕在一根心轴上,这样一来便可以达到理想的伸长率。可用设备上预先作好的刻度线来控制伸长。
备注:在成品试样上应防止加工面受到臭氧的作用。
1. 试验箱
试验箱的内壁必须由一种不会对测量臭氧浓度产生不利影响的材料制造而成,例如用不锈钢。
试验箱在进行试样时必须保证温度为±2°C 和相对空气湿度为( 55±10) %。在试验箱上设置了观察孔,以便于不需开启试验箱(不间断臭氧供给)的情况下便可观察试样。
防止试样受到阳光和紫外线射线的直接作用。
设计试验箱时应按照每 cm2 少应有 10 cm3 的试验箱自由空间(体积)。此处的试验箱自由空间(体积)是指去除了夹头和夹具后试验箱内的容积。
含臭氧的空气通过试验箱的流量应该达到计算要求的 12 ~ 16 毫米 /秒,低限度应达到 8 毫米/ 秒的流体速度。此计算的流体速度等于体积流量(体积/ 时间)除空气流的有效横截面积所得的商。
为了能确保在试验箱内各处能达到本标准 7.1 和 7.2 节规定臭氧浓度公差,温度和相对空气湿度,必须采用一种过滤板来分配导入的空气或采用其它具有相同功用的设备。
建议在试验箱内装一只辅助风机来加强空气的循环,使试样表面得到明显加快的空所运动( 600±100)毫米/ 秒,从而也更好的分配试验箱内的空气。
备注 1 当不使用辅助风机时,试验结果可能不一样,此时需在试验报告中加以说明。
备注 2 很关键的一点是应确保试验箱内臭氧分布的均匀性,要避免夹具阻挡空气流的流动。为了更好地解决问题,可以采用其它的办法,例如可以将夹具装在一个回转台上,让在试验过程中周期性地暴露在试验箱一定的区域。在 ISO /DIS1431-1: 1986 标准中可以找到类似的资料和数据。
除了用新鲜空气送入试验箱外,也可以采用循环空气加上部分新鲜空气,推荐的新鲜空气加入量建议不小于 3 x 试验箱的容积 / 每小时。
为防止扰乱已建立起来的试验条件,要求在试验箱出口每分钟抽取 1 ~ 3 升的空气容积流量( Luft-Volumendurchfluss)并按 DIN53509-2 作臭氧分析。
1. 臭氧发生设备可以采用紫外线灯或放电管来作为臭氧源, 在放电管中产生静止放电。可供给空气或氧气。尤其是采用放电管通入空气来产生臭氧时,必须保持非常干燥(每立方米空气中多含 0.3 克水)。臭氧发生设备必须确保进入试验箱前臭氧浓度,温度和空气流的相对湿度,应达到本标准第 8 节规定的有关的试验条件并能在试验过程中保持这些试验条件。还可以用变化紫外线灯或放电管的电压和新鲜空气送入量来调节臭氧的浓度。
要求所用的臭氧源具有足够大的功率。因为希望每次在打开试验箱门,更换新的试样或观察试样上面是否发生裂纹,在关上箱门后,迟应在半小时内再次调节到规定的臭氧浓度。
这种臭氧发生设备出来的含有臭氧的空气不得含有氧化碳,油,灰尘和其它杂质。
臭氧浓度控制设备
可以采用按电化学或光度测量学方法原理工作的合适的设备来记录试验箱中随时随地在产生波动的臭氧浓度.。按照 DIN 53509-2 推荐的方法来检验这类设备。
6.试样
本标准第 6.1.1 节到 6.1.3 节规定了应用的试样。其中用得多的是带状试样(Streifenproben)。
带状试样和哑铃片状试样能比环形试样更地调节伸长率。
6.1 试样的形状和尺寸
6.1.1 带状试样
厚度为( 2±0.2)毫米, 长度不小于 10 毫米;长度未作明确规定,如果夹紧长度未规定,在未伸长状态,应确保长度不小于 40 毫米。
6.1.2 哑铃片状试样尺寸如图。
图暂缺
图2 哑铃片状
6.1.3 环形试样
厚度为(6±0.3)毫米, 边长或直径为(60±0.3)毫米。
这种环形试样必须采用专用的夹具(参见第 5.1 节),其大伸长率约为 20%。
6.2 试样的制造
按标准 DIN 53502 制造试样。 可以从硫化橡胶板或者由制品加工出合适尺寸的试样,尤其是对后一种直接从制品制取试样的情况必须注意,加工时不得损坏硫化表层(硫化膜)。
备注:按本标准第 6.1 节如果该制品制造不了试样时,也可以直接用制品进行试验。
6.3 试样的数量,每次少用三只试样。
6.4 试样试验前处理
6.4.1 试样在未受伸长状态下的前处理
试样在硫化处理后快要等 16 小时, 晚时间不要长于 4 星期进行试验。制品在硫化处理和开始试验之间的时段应尽可能不要超过三个月。另一方面在向用户供货后迟两个月开始试验。若采用其它的时间进行试验,则需另外签订合同并在试验报告中注明。
若需将带有不同混合结构的硫化橡胶放置在一起用时,必须注意,在接触另一种硫化橡胶时应尽可能更换混合添加剂(首先是臭氧保护剂),它可以影响抵抗臭氧作用的性能。对此还可以在各个合成橡胶零件之间垫上铝箔。
储存时必须注意 DIN 7716 标准,按照该标准规定要求控制储存温度,能将温度保持在( 23±2) °C。
6.4.2 在受到拉伸状态下的前处理
进行试验评定的表面必须是完好无损和清洁干净。要求清除掉表面上的风化皮层。
试样上这样的部分在通过夹具钳口夹持后(参见本标准第 5.1 节)会产生剧烈的变形,故在夹紧前这部分应塗上一层防臭氧腐蚀的漆(例如一种以磺化氯的聚酯为主的漆)(原文为“auf der Basis von chlorsulfoniertem Polyethylen“ ——由于词典中未能直接查到,故此译名仅供参考——译注)。在塗漆表面和非塗漆表面间的分界线不得和试样的拉伸方向相垂直,而应该倾斜,不然的话,会在分界线上产生严重的裂纹。应避免采用可能会对合成橡胶性能产生不利影响的臭氧防护漆,例如 硅酮油脂( Silikonfett)
在试样接触臭氧前,应先夹持在夹具中达到本标准规定的拉伸状态(见本标准第7.4 和第 8 节) 48 ~ 72 小时,在仲裁情况下( in Schiedsf?lle )必须按 DIN50014-2350-2 调节到标准环境条件下处理拉伸状态( 70-72)小时(预伸长)。
不管是在调节以及随后的试验中均应避免用手接触试样。
在同样调节条件和应力条件下的试样,其试验结果必须具有可比性。
7.应力条件
7.1 臭氧浓度
本标准规定, 在试验时采用的臭氧浓度主要为( 50±5) pphm ( pphm 是 part perhundred millions 的缩写。 1pphm 等于在 108 体积份额的空气中含有 1 体积份额的臭氧)。除此之外,还可以应用( 25±5) pphm, ( 100±10) pphm 和( 200±20)pphm 的臭氧浓度来进行试验。
臭氧浓度的单位也可选用毫克 / 米 3。 两种单位间的换算关系如下式:
公式中的压力 p 的单位为帕。温度单位用 K(热力学温度)。在标准环境压力和 20°C 温度下可以采用下面的简单的换算关系:
50 pphm( V/V) =1 毫克/米 3。
备注:由于自然界大气中的臭氧浓度比试验实际采用的要低得多,故制品在实际应用中接触到的臭氧浓度较低,实际上的交互作用较好。臭氧浓度单位问题可参见本标准前言。
7.2 温度和相对空气湿度
试验温度主要采用( 40±2) °C。除此之外还推荐采用温度( 23±2) °C 和( 30±2) °C。
本标准推荐的试验箱内的相对空气湿度在进行试验时应达到( 55±10) %。如果想采用其它的相对空气湿度必须签订有关合同并在试验报告中加以注明。
7.3 应力作用时间
试样必须经过下述一种或多种应力作用时间(小时)后,再来评定裂纹生成图( Rissbild):
( 1.9-2) , (3.9-4), (7.8-8), (15.5-16),(23.5-24), (47-48), (71-72), (95-96),
对试验方法 A(见本标准第 9 节)主要选用的一种应力作用时间为(47-48)小时.
对试验方法 B 和 C 应选用长的应力作用时间( 95-96 )小时.
对试验方法 C 临界伸长率主要用的一种应力作用时间为( 95-96 )小时..
7.4 试样的伸长率
带形试样试验时可选用下列一种或多种伸长率%:
(5±1), (10±1), 15±2), (20±2), (30±2), (40±2), (50±2), (60±2), (80±2)。
对于试验方法 A 和试验方法 B ,如果只需选择一种伸长率的话,便推荐采用 20%。
对环形试样在图 2 的夹具上进行弯曲时大选择的伸长率约为 20%。
试样的裂纹倾向和伸长率有很大的关系,对制品的试验来说希望尽可能采用实际应用的伸长率来进行试验。
8.试验的实施
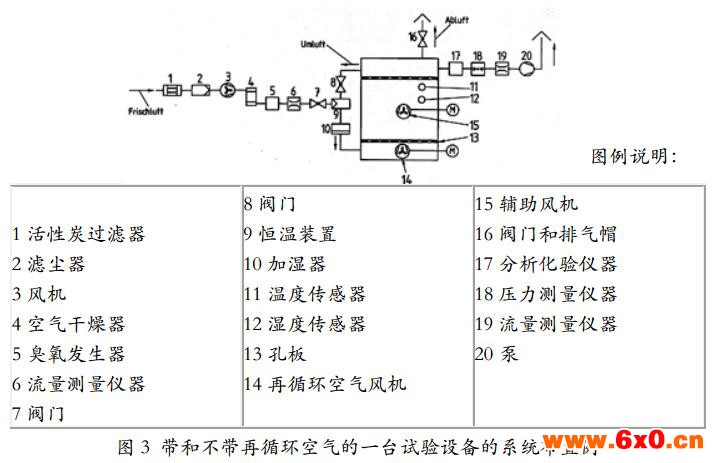
图 3 表示实际进行试验时设备布置的系统图。
开始试验箱内是空的,还没有装进试样,先合上开关, 使其达到如本标准第 7节所要求的应力条件如臭氧浓度,温度和相对空气湿度。然后将按第 6.4.2 节前处理过的在夹具中的试样放进试验箱中。
迟再过半小时( 30 分钟) 必须重新回到前述的试验条件。
尽可能用试验箱上内装的窥视孔来评定试样。只不过在此时允许通过人造光源来照明以利于评定试样。应尽量避免试验中断和不必要的打开试验箱,实在免不了时应尽可能缩短开启时间。因为试样会频繁地受到降低应力和松弛作用过程会导致臭氧化作用较长时间中断,从而得出其它的试验结果。开启试验箱时应避免臭氧的流失和臭氧发生器工作的中断。因为几乎每开启一次试验箱,即在试验每次中断后需要 30 分钟才能再次恢复规定要求达到的试验条件。
可用以下三种方法中的任一种方法进行试验:
方法 A
根据试样宏观磨片观察评定。带形试样应按本标准第 7.4 节使试样达到规定的伸长率,主要为 20%。环形试样的大伸长率约为 20%。这种方法要求按本标准第7.3 节达到规定的应力作用时间,主要用 48 小时。
方法 B
这种方法允许采用第 7.4 节给出的一种或多种伸长率。如果只用一种的话,主要用 20%。环形试样的大伸长率约为 20%。按第 7.3 节规定选择应力作用时间。该作用时间到了后,再来确定试样是否发生了裂纹。根据发现裂纹的时段,通常用中间时间来评定伸长数据。
方法 C
这种方法低限度要用到第 7.4 节规定的四种伸长率。并在经过按第 7.3 节确定应力作用时间后,检查试样是否发现了裂纹。每只试样均需测定初发现裂纹的应力作用时间,临界伸长率范围有关的伸长率数据,在此也可以应用中间时间来评定。
上述所有测量方法在进行观察时试样均夹持在夹具上。
9.评定
评定工作要求被评定的表面未经过加工和是没有保护过的表面。在评定时不考虑试样边缘的裂纹。
评定的方法取决于是应用第 8 节给出的哪种方法( A,B 或 C)。这三种试验方
法均可以采用 6 -8 倍的放大镜来观察,看试样表面是否发生了裂纹。方法 A 可以不用放大镜就可确定裂纹程度和等级。
方法 A 是在规定的伸长率经过规定的应力作用时间后进行检查(主要用 48 小时和 20%),看是否发生了裂纹,如果有,则根据设备自动绘制的裂纹图评定裂纹,故不需要用到放大镜。它分为以下几种评定等级:
0 级:无裂纹
1 级:短和窄的裂纹
2 级:长,稍宽一些的裂纹
3 级:长,宽的裂纹
也可以在其中再分成若干中间等级。图 4 给出了带状试样分为 1-3 级典型的裂纹分布图。
在评定时要测出裂纹的长度和宽度。对环形试样还必须补充测定裂纹的深度。
为了能够更地评定裂纹图,研究臭氧保护剂的作用,可以参照下面的裂纹等级—裂纹数量以及裂纹等级—裂纹长度表来评定裂纹.
裂纹等级 裂纹数量
0 0
1 1-2
2 3-9
3 10-24
4 25-79
5 80-250
6 >250(估计)
裂纹等级 裂纹长度(毫米)
A 刚刚能觉察出来
B 1-2.5
C 3-8
D >8
在此根据 6.1.1 节选取带形试样,试样长度用 60 毫米。
方法 B,其试样用标准规定的伸长率(多用 20%)在刚开始产生裂纹时求出要求的应力作用时间,这两个数据均必须填入试验报告内。
方法 C 基于求出位于临界伸长率时的伸长率范围。即测定在规定应力作用时间内的大伸长率 ε1%和小伸长率 ε2? %。在 ε1 时所有进行试验的试样都还没有发现裂纹。在 ε2 时所有进行试验的试样都出现了裂纹。
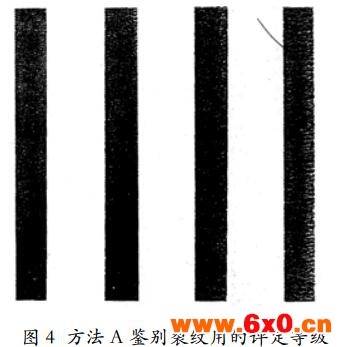
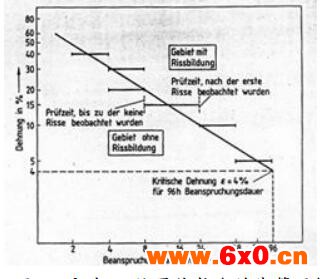
图 5 表示方法 C 临界伸长率的图示解法(线算图)的一例。用此图可一目了然地看出试验结果,而不必多费口舌进行解释。图中纵坐标表示伸长率,横坐标表示应力作用时间(纵、横坐标均采用对数刻度表示数值。图中斜线的上部表示开始观察到裂纹后的试验时间。即发生裂纹的区域。而斜线的下部虚线的上侧表示开始发现小裂纹时的试验时间,即没有发生裂纹的区域。而虚线范围内区域则表示应力作用时间达到 96 小时后测出的临界伸长率。采用图 5 这种线算图的优点是通过任意选择的应力作用时间便可很容易地估算出有关的临界伸长率。但这种线算图也有它的局限性,其曲线和合成橡胶的质量有关,即这种线算图并不能适用于所有的合成橡胶若无其它的要求,应按长的应力作用时间(长 96 小时)来确定临界伸长率。
方法 C 临界伸长率的线算图解法例
Dehnung in %:伸长率 %;Beansprungungsdauer in h: 应力作用时间(小时);Gebiet mit Rissbildung:发生裂纹区域; Prüfzeit, nach der erste Risse beobachtet wurden:发现条裂纹后的试验时间; Prüfzeit, bis zu der keine Risse beobachtet wurden:未发现裂纹的试验时间; Gebiet ohne Rissbildung:未发生裂纹的区域; Kritische Dehnung ε=4% für 96 h Beansprungsdauer: 96 小时应力作用时间后的临界伸长率 ε=4%
1. 试验报告
遵照本标准的规定,试验报告中必须说明:
- 制品的种类,名称和形状;
- 试样在制品上的取样位置,如果由成品取样的话;
- 试样的形状和尺寸;
- 成品试验时夹紧的方法;
- 具体选择的试验方法( A, B 或 C)。
倘若应用的主要试验条件不相同时,还必须给出:
- 臭氧浓度;
- 应力作用时的温度;
- 应力作用时间:
- 当采用带形试验和哑铃片状试样时的伸长率;
- 环形试样和制品的大伸长率;
- 预先拉伸的时间;
- 不应用辅助风机;
- 臭氧浓度测定的方法;
- 裂纹图是按 0-4 级或按 0-6 级来进行评定,对方法 A 是采用 A-D 的那级来评定;
- 方法 B 出现条裂纹的应力作用时间;
- 方法 C 在规定的应力作用时间的临界伸长率的范围(ε1,ε2);
- 现有的线算图;
- 和本标准不同的地方;
- 试验日期.
▼DIN 53509第三方检测机构
以上标准信息来自互联网搜索整理,如需了解完整的DIN 53509的信息或DIN 53509标准解读,欢迎详询。








 QQ交流群
QQ交流群

