

一个面的工件坐标系原点设定好之后,根据补偿值,人工计算其他面的工件坐标系原点并输入到相应的工件坐标系中,容易出错,且只能计算工作台旋转90度、180度、270度位置的工件坐标系原点,不能计算任意旋转角度的坐标系原点。该程序可根据初始工件坐标系原点设定值,实现工作台旋转任意角度的工件坐标系原点自动补偿计算,并设定新的工件坐标系原点,自动输入到相应的工件坐标系中,减少了工件坐标系设定时间和出错的概率,提高了生产效率和准确性。
测量原理:
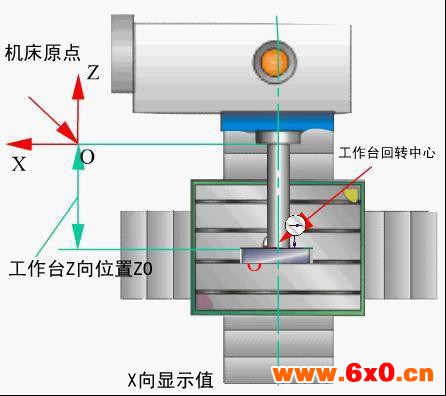
找出工作台回转中心到Z向机床原点的距离Z0即为Z向工作台回转中心的位置。工作台回转中心的位置如图1c所示。
测量方法:如图4所示,当工作台分别在0度和180度时,移动工作台以调整Z向坐标,使百分表的读数相同,则:
Z向回转中心=CRT显示的Z向坐标值
Z向回转中心的准确性,影响机床调头加工工件时两端面之间的距离尺寸精度(在刀具长度测量准确的前提下)。反之,它也可修正刀具长度测量偏差。
卧式加工中心机床回转中心在一次测量得出准确值以后,可以在一段时间内作为基准。但是,随着机床的使用,特别是在机床相关部分出现机械故障时,都有可能使机床回转中心出现变化。例如,机床在加工过程中出现撞车事故、机床丝杠螺母松动时等。因此,机床回转中心必须定期测量,特别是在加工相对精度较高的工件之前应重新测量,以校对机床回转中心,从而保证工件加工的精度。








 QQ交流群
QQ交流群

