


自上世纪七十年代澳大利亚科学家Garvei发明以来,现在的抗弯强度可达到1500MPa以上,断裂韧性可达到15MPa.m1/2,从2米高度掉落下来不会断裂。
陶瓷特点
采用陶瓷材料做出的产品硬度高,耐磨防刮,外观精致,手感温婉如玉。再加上其在信号传输上的优势,受到3C行业业界追捧。已广泛应用于手机、智能穿戴等产品。
与普通的铝合金、不锈钢等材料相比,工程陶瓷具有极高的硬度和耐磨性,并且脆性大,属于难加工材料。
 陶瓷硬度高,磨削时砂轮磨粒切削力大,同时砂轮易粘着陶瓷粉末,导致磨削力继续变大,以致砂轮快速磨损,致使刀具成本居高不下。
陶瓷硬度高,磨削时砂轮磨粒切削力大,同时砂轮易粘着陶瓷粉末,导致磨削力继续变大,以致砂轮快速磨损,致使刀具成本居高不下。陶瓷外壳表面精加工时,砂轮易快速磨损,导致尺寸精度差、表面光洁度不一致,产品良率低。
陶瓷材质在加工时如温升过高,其材料结构会发生不可逆转变化,加工时需要对陶瓷工件快速冷却以避免温度变化导致的加工表面瑕疵。
细密陶瓷粉末无孔不入,侵入主轴及机床附件,影响主轴及相关机床部件寿命。
 超声波磨削加工
超声波磨削加工加工时,刀具在旋转的同时以超声波频率(21K~24K)振动迫使磨粒冲击工件表面,产生锤击作用,降低切削力。同时超声波空化效应可强力清除附着于刀具及加工表面上的陶瓷粉,保证切削过程切削力的稳定性,避免刀具发生沾黏残屑、烧伤、挤压损伤等缺陷。有效提高加工表面质量,获得粗糙度低于Ra0.1的镜面级加工效果,大幅提高刀具寿命,提高加工效率。
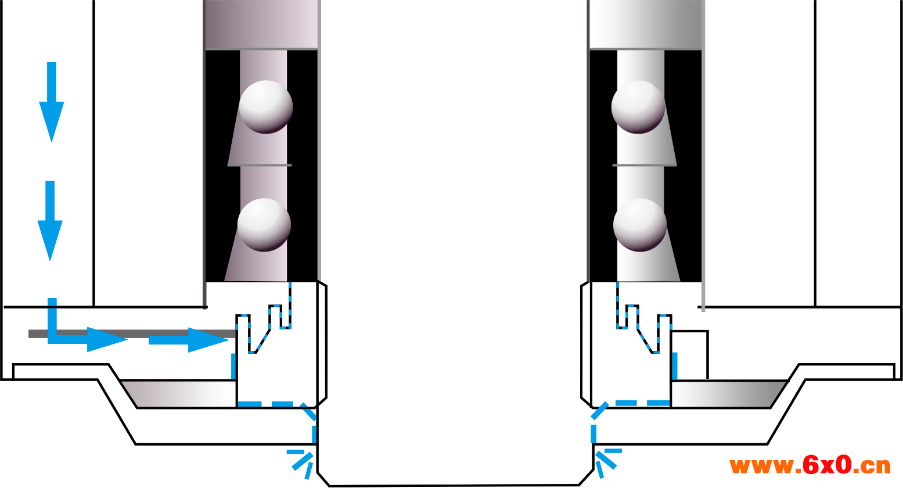
 中心出水式冷却 的超高转速主轴中心出水设计,冷却液经由轴芯中心孔,从刀具前端内孔喷射而出冷却刀具,保证主轴高速磨削陶瓷时,刀具得到充分的冷却,并能充分清除刀具上粘着的陶瓷粉末和残留磨粒。此外,轴芯中心出水可有效解决深孔或小孔加工时冷却液无法冷却到加工区的缺点,对刀具从内到外进行充分冷却,提高刀具的使用寿命。同时能够有效冷却主轴轴芯以提高电机效率和减小轴芯热膨胀,提高加工精度。
中心出水式冷却 的超高转速主轴中心出水设计,冷却液经由轴芯中心孔,从刀具前端内孔喷射而出冷却刀具,保证主轴高速磨削陶瓷时,刀具得到充分的冷却,并能充分清除刀具上粘着的陶瓷粉末和残留磨粒。此外,轴芯中心出水可有效解决深孔或小孔加工时冷却液无法冷却到加工区的缺点,对刀具从内到外进行充分冷却,提高刀具的使用寿命。同时能够有效冷却主轴轴芯以提高电机效率和减小轴芯热膨胀,提高加工精度。 超高速主轴加工
超高速主轴加工配备有油气润滑结构的电主轴可以实现对陶瓷材料进行高达75000rpm甚至更高转速的磨削加工。刀具线速度大幅提高,磨削力大幅下降。此外超高转速下磨削陶瓷,陶瓷粉会因高转速离心力作用快速脱离刀具及加工表面,同时快速带走加工区的热量,配合中心出水的冷却效果,刀具寿命大幅提高,加工质量与加工效率得以大幅提高。
 高速永磁同步电机
高速永磁同步电机采用永磁同步高速电机,电机功率提高25%,主轴启停时间短,扭矩大,电机效率高,主轴加工效率大幅提高。
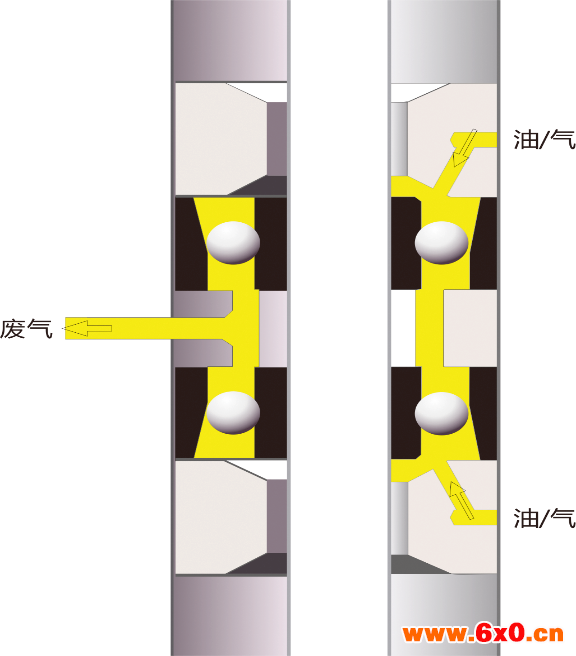
 轴端三重密封
轴端三重密封主轴前端集动压密封、迷宫密封以及气幕密封三种密封设计于一体,可有效防止细密陶瓷粉侵入主轴,避免主轴损坏,大幅提高主轴加工可靠性。
 解决方案
解决方案多种业界ling先的陶瓷加工技术
多种陶瓷加工解决方案
快速响应的售后技术服务
低成本解决方案
主轴为专用于陶瓷加工行业的内藏式电主轴,内置三相交流异步感应电机,匹配三菱、发那科、西门子等系统。主轴采用多种自主设计,结构紧凑、重量轻、惯性小,启停速度快,振动小、噪声低,可实现高转速、高精度、高稳定性,率加工。
 DGZX-10036/3.2
DGZX-10036/3.2高速永磁同步电机搭配中心出水解决方案
超高转速配以中心出水射流有效去除砂轮和加工表面上的陶瓷粉末及磨粒切屑,降低切削区域温度,提高刀具寿命,保证加工质量。
优化的结构设计,保证主轴在超高转速时表现出超低振动,超高的精度,加工质量进一步提高。
内置率永磁电机,功率大,扭矩大,效率高。
 DGZX-10060
DGZX-10060zui先进的超声波电主轴解决方案
超高转速加上超声波振动,大幅减小刀具切削力,有效去除陶瓷粉末及磨粒在刀具和工件上的残留,提高刀具寿命,保证zui佳的加工质量。
超声波换能器集成在主轴内部,普通刀柄即可使用,不影响刀库自动换刀,经济实用。

超声波电主轴专用刀柄 永磁直线电机
DUHSKE32-DER16Z DLMF-02A01W-0236








 QQ交流群
QQ交流群

