

1 引言
随着电子信息技术的发展,世界机床业已进入了以数字化制造技术为核心的机电一体化时代,其中数控机床就是代表产品之一。数控机床是制造业的加工母机和国民经济的重要基础。它为国民经济各个部门提供装备和手段,具有无限放大的经济与社会效应。
主轴是数控机床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量有着重要的作用。采用变频器构造的主轴驱动系统可以实现无极调速,并具有调速范围广,结构简单,节约成本等优势,在机床上使用非常普遍。
海浦蒙特HD30系列变频器以其优越的性能和高可靠性,在数控机床的应用方面取得了优异的效果。
2 数控机床主轴驱动的技术要求
数控机床主轴驱动是数控机床的重要组成部分,对于驱动系统具有以下技术要求:
可以实现快速加减速:通常数控机床的加减速时间要求比较短,一般在1~2s左右,因此对变频器的动态性能要求较高。
需要在低速时具有强大过载能力:要求变频器具有可靠的过载保护功能。
在低速时能够提供足够的转矩输出:根据数控机床的工作特点,一般要求主轴驱动系统在1~2Hz可以输出150%额定转矩。
稳速精度高:对于高速旋转的主轴电机,速度波动过大将会影响工件的加工质量,因此对于驱动系统的速度稳定性要求很高。
接口方便:一般数控机床控制运行命令来自端子给定,频率给定指令来自模拟量,因此要求变频器有匹配的端子和模拟量接口。
3 HD30矢量控制变频器简介
HD30系列矢量控制通用变频器是深圳市海浦蒙特科技有限公司研制的新一代矢量控制变频器,具有低速转矩能力强,控制精度高,超静音运行控制。内置过程PID、可编程模拟量曲线、16段多段速运行,逻辑可编程输入输出端子,多频率给定通道设计等特色功能,把通用需求和行业用户的个性化需求有机地结合起来,提供了高集成的一体化解决方案。同时具有很强的电网和环境适应能力,可靠性高,操作简单方便。
4 HD30矢量变频器特点
HD30系列变频器根据数控机床主轴驱动系统的技术需求,具有众多针对性优点:
1.具有可靠地过载保护能力,可以可靠输出150%以上额定输出电流超过2分钟;
2.0.5Hz时起动转矩能够达到180%以上,满足机床主轴驱动低速大转矩的需求;
3.至少两路标准的模拟量输入接口(AI1电压0~10V,AI2电压/电流可选-10V~+10V/0~20mA DC),能够与大多数数控系统接口兼容,通用性强;
4.采用最新算法,使模拟量输入具有高线性度和高精确度;
5.输出端子逻辑可编程。可以输出如零速信号,运转中信号,速度到达信号,故障指示等,满足系统对于主轴速度状态的监控;
6.55KW及其以下功率等级机型全部内置制动单元,无需再外配制动单元。
7.载波频率范围1~16kHz,有效的减小了主轴系统的啸叫音;
8.标配RS485通讯接口,MODBUS通讯协议,附有专用PC机调试软件;
9.在线识别电机参数,保证系统的稳定性和精确性;
10.电网电压自适应控制,有效的避免了电压波动带来的干扰。
5 HD30矢量控制变频器在机床主轴上的应用
本次应用的机床系统采用法纳克数控系统,调试过程及效果如下。
5.1 调试过程
(1)根据图1进行配线;
(2)根据电机铭牌设置电机参数;
(3)断开电机负载,利用点动(JOG)功能确定电机旋转方向,并更改配线为正向旋转;
(4)进行电机参数自整定;
(5)设置最大输出频率与上限频率;
(6)设置命令给定通道、频率给通道;
(7)设置加减速时间;
(8)设置模拟量功能;
(9)设置端子功能;
(10)设置制动单元动作电压;
(11)取消过压失速与自动限流功能。
5.2 最终参数设置
| 功能码号 | 说明 | 设定值以及说明 |
|---|---|---|
| F00.06 | 最大输出频率 | 200.00Hz(电机额定频率50.00) |
| F00.08 | 上限频率 | 200.00Hz |
| F00.10 | 频率给定通道 | 3(模拟量给定) |
| F00.11 | 命令给定通道 | 1(端子命令给定) |
| F03.01 | 加速时间 | 1s(加速时间是指从零频到最大频率) |
| F03.02 | 减速时间 | 1s(减速时间是指从最大频率到零频) |
| F05.04 | 直线1最大给定对应值 | 100%(外接10V对应最大输出频率) |
| F15.00 | DI1端子功能选择 | 2(FWD功能) |
| F15.01 | DI2端子功能选择 | 3(REV功能) |
| F15.02 | DI3端子功能选择 | 41(端子自由停机常开输入) |
| F15.03 | DI4端子功能选择 | 46(外部复位RST输入) |
| F16.01 | 模拟输入AI1功能选择 | 2(频率设定通道) |
| F16.07 | 模拟输入AI1滤波时间 | 0.1s(模拟输入AI1滤波时间) |
| F19.18 | 过压失速功能允许 | 0(禁止过压失速) |
| F19.20 | 自动限流动作选择 | 0(自动限流功能失效) |
| F19.24 | 制动单元动作电压 | 680V |
变频器配线如下图所示:
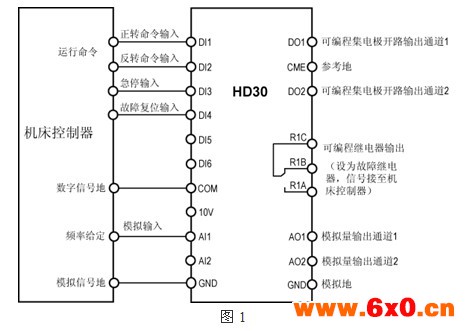
其中DI1,DI2,DI3,DI4分别设定为FWD、REV、端子自由停机输入、外部故障复位命令,AI1作为频率给定通道。可编程继电器常作为故障继电器输出给控制器。
5.4 调试效果
在机床空载(不加工零件时)条件下、实际运行转速与设定目标转速偏差不超过1 RPM。在机床加工零件时(实际转矩相当于80%电机额定转矩),切削动态瞬间转速跌落,经过矢量控制速度环条件下,转速迅速恢复到给定转速附近;实测转速偏差同样不超过1 RPM。
5.5 调试注意事项
1.由于矢量控制的低频力矩与稳速精度都要优于V/f控制,因此在机床主轴驱动时最好采用矢量控制。
2.由于矢量控制过程需要精确获得电机参数,因此需准确输入电机铭牌值,并进行电机参数自整定。
3.由于机床系统一般频率指令由模拟量给定,而对于频率指令的跟随特性要求很高,因此建议在满足抗扰性前提下,尽量减小模拟量输入滤波时间,以满足快速跟随频率指令的要求。
6 结语
HD30矢量控制变频器已经成功应用在数控机床驱动控制领域,其优越的性能(低频转矩大,调速范围宽,稳态精度高,加减速快,操作灵活方便,功能保护全)以及高可靠性得到了充分的验证,完全满足数控机床主轴控制。








 QQ交流群
QQ交流群

