

摘要:本文主要通过对机床结构分析,介绍了数控车床加工过程中因机床故障造成加工件出现问题的排除方法。介绍了因数控加工编程编制不当而造成加工件不稳定的解决办法。
引言
数控机床自上世纪四十年代从美国问世,经过了80年漫长的岁月,从最初的简单数控发展到今天的加工中心、柔性单元、无人操作车间。科技水平越来越高,机床加工精度及检测手段越来越先进。它集计算机技术、自动控制、精密测量、机械制造于一体。应用领域遍及各行各业。特别是机械工业、军事、航空航天、高科技行业,更发挥了数控技术独特的作用。可以说数控机床的发展是对普通机床的重要革命。它的发展和应用,开创了制造业的新时代,改变了制造业的生产方式、生产管理模式和生产格局。实现制造加工数控化,提高了生产力,改善了劳动者的劳动环境,降低了工人的劳动强度。已对各行业产生了很大经济效益,使不少企业创造了丰厚利润。也为我国工业和制造能力的提高奠定了坚实基础。
目前数控机床制造和使用,从数量上看我国是世界上最多的国家。用数控机床能否加工出高精度产品从两个角度讲:其一是机床本身的加工精度,其二是加工工艺、切削用量及编程人员的编程技巧。两者缺一不可。机床的精度是主要条件,其它条件也不可忽视。
下面我将以数控车床为例,将自己多年在从事数控车床设计、使用中总结出的数控车床维护、故障检测以及编程中的一些技巧和经验分两部分做一介绍。也许给数控使用者有所启发和帮助。
一、加工过程中因机床故障而产生问题。
如图1所示
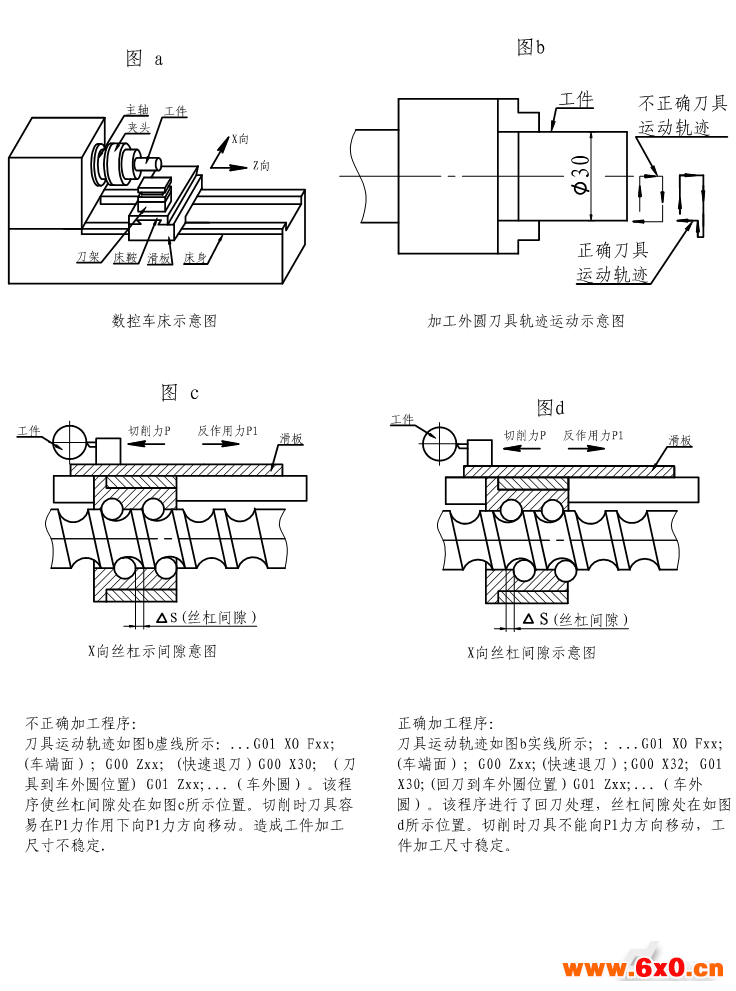
数控车床(卧式车床)如(图a)所示,是由车床主轴旋转,通过卡盘或夹头夹持工件回转,由数控系统控制执行元件驱动电机、丝杠带动床鞍和滑板进行直线、斜线运动及圆弧插补,完成轴类、锥类、圆弧及球类零件的加工。在加工零件过程中因机床故障容易造成加工件出现问题的排除方法。
1.轴类零件在加工过程中出现椭圆现象(一般较高精度的数控车床椭圆度正常小于0.004mm)。出现这种现象,问题主要原因一般都在车床主轴部分。(1).因主轴轴承游隙过大,主轴产生晃动所致。解决方案:检查主轴轴承由于长期使用而磨损,轴承间隙过大。或轴承损坏。另检查主轴轴承锁紧螺母是否松动,导致轴承间隙变大。找出原因,针对问题进行解决。(2)工件没有被夹紧产生晃动,特别是气动夹头和液压夹头因压力不足,容易使加工件出现椭圆现象。(3)手动卡盘夹持工件部分有锥度,也常导致工件松动产生加工件椭圆。
2.加工零件表面跳丝纹路不清,加工面粗糙度差。主要原因:除上面提到的主轴轴承松动问题。(1)刀具切削角度和刀具材料选用不正确。(2)若是外圆出现这种现象,Z向运动部件床鞍运动不灵活产生爬行也是原因之一。(3)另外伺服驱动器刚性积分参数设置太低,导致跟随速度慢而致。(4)若是车锥度出现这种现象,X向和Z向部件都要检查维修,方可解决。
3.加工零件表面出现波纹。主要原因:(1)上面提到的主轴轴承松动和刀具选择问题。(2)刀柄伸出刀架夹持点太远,刀柄强度不够使刀尖发颤。(3)最常见的是刀架松动,回转刀架没有锁紧,或排刀架没有固定牢固。(4)切削工艺或切削用量不合理。
二、因加工程序编制不当造成加工件尺寸不稳定。
从普遍来看,数控机床自身的加工和装配精度较高,对传动部件的要求也非同普通机床。传动丝杠基本都选用滚珠丝杠,导轨现在也基本上采用直线滚动导轨。其精度比传统的普通丝杠和摩擦导轨高的多。但只要运动,丝杠与螺母,线轨滑块与导轨之间就存在间隙。只不过是间隙量大小而已。一些经验不足的编程员认为数控机床是由电脑控制的高精度机床,从理论上讲其编程精度都在0.0005-0.001之间,应该指令到那里,机床就应该按指令要求运动到那里。忽略了在加工零件时因刀具受切削力的影响,导致加工零件尺寸不稳定。那么我们应通过一些编程技巧和修正数控系统参数来弥补这些问题。
下面结合(图b)(图c)(图d)举例分析说明。
(1).如图b所示:刀架由丝杠旋转拖动向右移动时丝杠与丝杠螺母之间的间隙△S在滚珠的右侧,当刀具在切削工件过程中产生如箭头所指方向的反作用力P1,这个力会使刀具存在有向P1力箭头所指方向移动的可能,移动量既△S,但这种移动不是每加工一个零件都会产生的,是随机的。就数控车床而言当刀具移动与不移动时,加工出的工件尺寸就是2倍△S误差。这就是导致加工件尺寸不稳定的关键。在文章末尾按图d所示编程举例说明。
(2).数控车床加工螺纹有它的独特优点,比普通车床加工螺纹精度高、速度快、主轴不打正反转。但编程不合理也会出现螺纹加工的问题,我这里主要分析一下编程不当造成靠螺纹旋入端部螺距小,而后有正常的现象。首先我们分析一下数控车床车螺纹的加工原理:在加工螺纹过程中工件始终出于不变速旋转状态,而车削螺纹时刀具则在起刀点等到主轴零点信号到达时,才起步运动进行切削,这样保证螺纹在加工时多次加工不乱牙。根据原理如果在编程时把起刀点取在离螺纹端头很近的地方,由于工件在不变速状态下旋转,而带动刀具运动的电机按控制原理必须有一个加速过程,这样在加速过程中就产生加工件端头螺距偏小现象出现。根据经验在数控车床车螺纹时,车小螺距(1.5mm螺距以下)螺纹时,起刀点应离加工螺纹工件端面大于5mm。螺距大时应适当大些。这样就可消除这种现象。
(3)车削加工直径较小,长度较长的轴类零件。(直径与长度比大于1:3),在无尾座顶工件的时候,出现倒锥现象,也就是离卡盘远端尺寸大。原因之一:车床主轴回转中心与床身导轨不平行。需调整床头中心。原因之二:切削工艺问题,半精车和精车量过大,导致在精车时,工件在刀具切削力的作用下向刀具受力方向弹性变形而偏移,由于工件端头离夹持点越远则弹性变形越大。造成倒锥产生。
(4).车球形工件时在过象限点时出现高低差,或回象限时不圆滑、平坦。在数控控制系统中有丝杠间隙补偿参数,其原理是在过象限时,根据参数大小,使驱动电机立即反转,以达到消除丝杠间隙的目的。数控系统中丝杠间隙补偿量过大,加工件则出现高低差,而隙补偿量小则加工件在过象限时出现不圆滑、平坦现象。就数控车床而言在数控系统X向丝杠间隙补偿参数中正确输入间隙补偿量就可解决。
结语:我们要得心应手的应用好机床,就要对机床特点、性能有足够地认识,很好的维护和保养机床。提高我们分析原因,解决问题的能力。不断学习科学技术。使数控机床更好的服务于我们,为我们创造更多财富。在日益竞争激烈的经济市场占有一席之地。








 QQ交流群
QQ交流群

