

引言
数控机床是数字控制机床(Computernumericalcontrolmachinetools)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作数控折弯机并加工零件。数控机床具有广泛的适应性,加工对象改变时只需要改变输入的程序指令;加工性能比一般自动机床高,可以精确加工复杂型面,因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件,并能获得良好的经济效果。
随着数控技术的发展,采用数控系统的机床品种日益增多,有车床、铣床、镗床、钻床、齿轮加工机床和电火花加工机床等。此外还有能自动切换刀、一次装卡进行多工序加工的加工中心、车削中心等。经过几十年的发展,目前的数控机床已实现了计算机控制并在工业界得到广泛应用,在模具制造行业的应用尤为普及。针对车削、铣削、磨削、钻削和刨削等金属切削加工工艺及电加工、激光加工等特种加工工艺的需求,开发了各种门类的数控加工机床。
位置伺服控制系统是一种自动控制系统。因此,在分析和设计这样的控制系统时,需要用自动控制原理作为其理论基础,来研究整个系统的动态性能,进而研究如何把各种元件组成稳定的和具有稳定性能指标的控制系统。若原系统不稳定可通过调整比例参数和采用滞后校正使系统达到稳定,并选取合适的参数使系统满足设计要求。
1位置伺服系统的组成
1.1输入元件
也才称指令元件,它给出输入信号(指令信号)加于系统的输入端。该元件可以是机械的、电气的、气动的等。
1.2反馈测量元件
测量系统的输出并转换为反馈信号,它是位置传感器,类似于人的眼睛。
1.3比较元件
将反馈信号和输入信号进行比较,给出偏差信号。
1.4放大转换元件
产生调节动作加于控制对象上,实现调节任务。
1.5执行元件
产生调节动作加于控制对象上,实现调节任务。如液压缸和液压马达等。
此外还可能有各种校正装置,以及不包含在控制回路内的液压能源装置。
2位置伺服系统工作原理
根据数控机床的设计要求知系统的控制功率比较小、工作台行程比较大,所以采用阀控液压马达系统。系统方框图如图1所示。
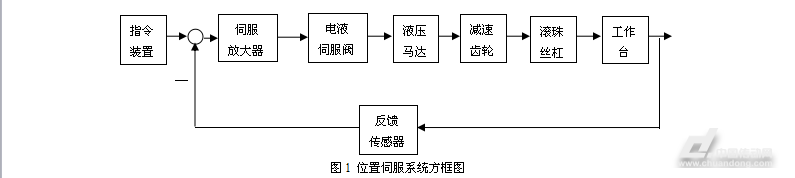
数控机床工作台位置伺服系统是指以数控机床工作台移动位移为控制对象的自动控制系统。位置伺服系统作为数控机床的执行机构,集电力电子器件、控制、驱动及保护为一体。数控机床的工作台位置伺服系统输出位移能自动地、快速而准确地复现输入位移的变化,是
因为工作台输出端有位移检测装置(位移传感器)将位移信号转化为电信号反馈到输入端构成负反馈闭环控制系统。反馈信号与输入信号比较得到差压信号,然后把差压信号通过伺服放大器转化为电流信号,送入电液伺服阀(电液转换、功率放大元件)转换为大功率的液压信号(流量与压力)输出,从而使液压马达的四通滑阀有开口量就有压力油输出到液压马达,驱动液压马达带动减速齿轮转动,从而带动滚珠丝杠运动。因滚珠丝杠与工作台相连所以当滚珠丝杠运动时,工作台也发生相应的位移。

3数控机床数学模型建立
3.1机床总负载力计算
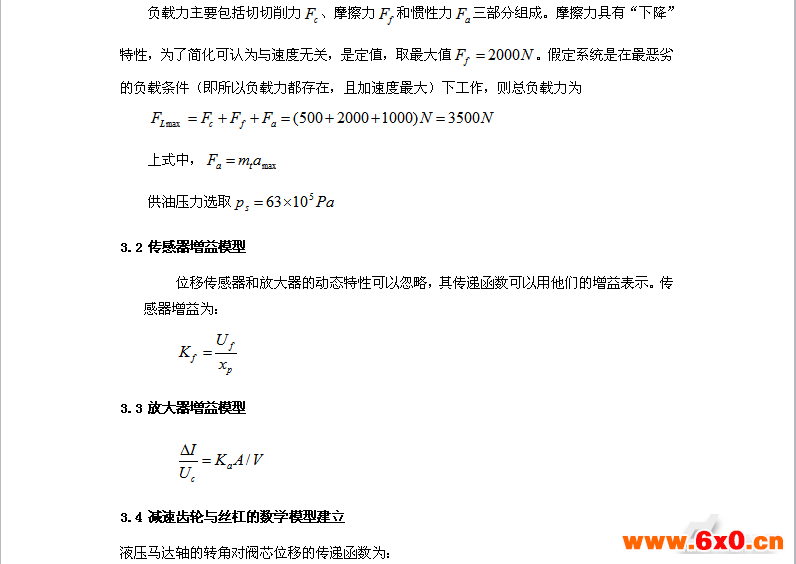
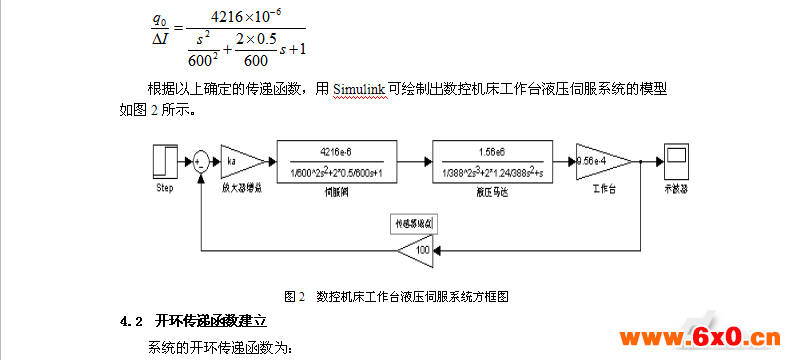
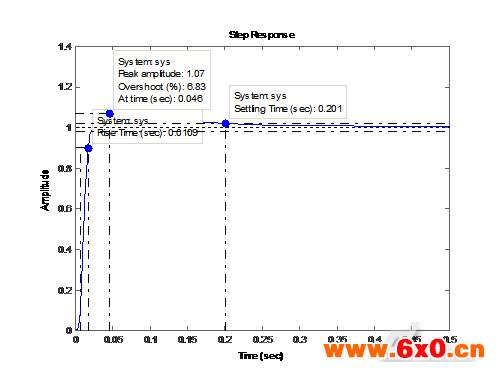
图3系统动态响应曲线
6结论











 QQ交流群
QQ交流群

