

前言
组合机床是针对特定工件,进行特定加工而设计的一种高效率自动化专用加工设备,这类设备大多能多刀同时工作,并且具有自动循环的功能。组合机床是随着机械工业的不断发展,由通用机床、专用机床发展起来的。通用机床一般用一把刀具进行加工,自动化程度低、辅助时间长、生产效率低,但通用机床能够重新调整,以适应加工对象的变化。专用机床可以实现的多刀切削,自动化程度较高,结构较简单,生产效率也较高。但是,专用机床的设计,制造周期长,造价高,工作可靠性也较差。专用机床是针对某工件的一定工序设计的,当产品进行改进,工件的结构,尺寸稍有变化时,它就不能继续使用。在综合了通用机床、专用机床优点的基础上产生了组合机床。
组合机床通常由标准通用部件和加工专用部件组合构成,动力部件采用电动机驱动或采用液压系统驱动,由电气系统进行工作自动循环的控制,是典型的机电或机电液一体化的自动加工设备。常见的组合机床,标准通用部件有动力滑台各种加工动力头以及回转工作台等,可用电动机驱动,也可用液压驱动。各标准通用动力部件组合构成一台组合机床时,该机床的控制电路可由各动力部件的控制电路通过一定的连接电路组合构成。
多动力部件构成的组合机床,其控制通常有三方面的工作要求:第一方面是动力部件的点动和复位控制。第二方面是动力部件的半自动循环控制。第三方面是整批全自动工作循环控制。本文所用组合机床为四工位组合机床,该机床由四个滑台,各载一个加工动力头,组成四个加工工位,除了四个加工工位外,还有夹具,上下料机械手和进料器,四个辅助装置以及冷却和液压系统共14个部分。
1、液压系统特性简述
随着液压技术的不断发展与进步和应用领域与范围的不断扩大,系统柔性化与各种性能要求更高,采用传统的以完成执行机构预定动作循环和限于系统静态性能的系统设计远远不能满足要求。因此,现代液压系统设计研究人员对系统动态特性进行研究,了解和掌握液压系统动态工作特性与参数变化,以提高系统的响应特性、控制精度以及工作可靠性,是非常必要的。
液压系统动态特性是其在失去原来平衡状态到达新的平衡状态过程中所表现出来的特性,原因主要是由传动与控制系统的过程变化以及外界干扰引起的。在此过程中,系统各参变量随时间变化性能的好坏,决定系统动态特性的优劣。系统动态特性主要表现为稳定性(系统中压力瞬间峰值与波动情况)以及过渡过程品质(执行、控制机构的响应品质和响应速度)问题。
液压系统动态特性的研究方法主要有传递函数分析法、模拟仿真法、实验研究法和数字仿真法等。数字仿真法是利用计算机技术研究液压系统动态特性的一种方法。先是建立液压系统动态过程的数字模型——状态方程,然后在计算机上求出系统中主要变量在动态过程的时域解。该方法适用于线性与非线性系统,可以模拟出输入函数作用下系统各参变量的变化情况,从而获得对系统动态过程直接、全面的了解,使研究人员在设计阶段就可预测液压系统动态性能,以便及时对设计结果进行验证与改进,保证系统的工作性能和可靠性,具有精确、适应性强、周期短以及费用低等优点。
2、系统原理及建模
2.1电液位置伺服系统建模
建立电液伺服系统的传递函数,需要根据连续性方程、牛顿定律等物理法则,分别对伺服阀、液压缸等环节建立函数表达式,并联立求出系统的传递函数。具体地,需要建立伺服阀方程、伺服阀流量方程、连续性方程和力平衡方程。
2.1.1伺服阀方程
伺服阀是具有复杂高阶非线性特性的器件。在实际中,通常可以将伺服阀简化等效为一阶系统(低频)或者二阶系统(高频):

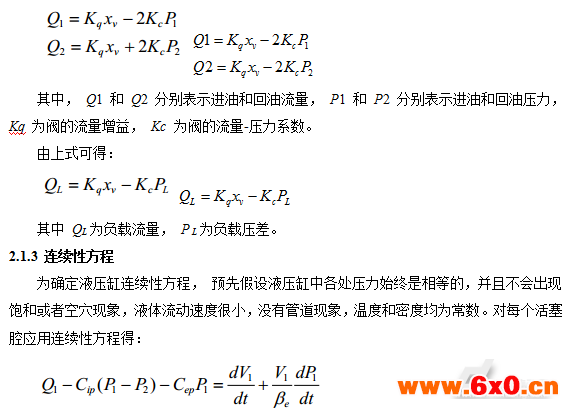

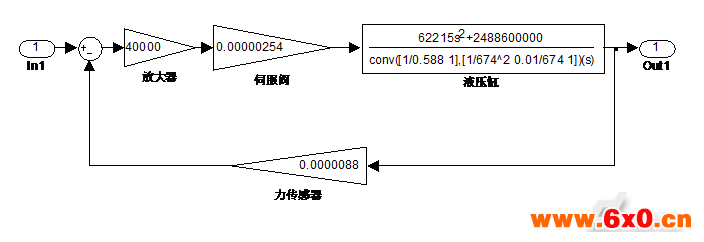
图1系统simulink动态仿真模型
3、硬件设计
3.1结构选择
整体式PLC:整体式PLC的每一个点的平均价格比模块式的便宜,且体积相对小,一般用于系统工艺过程较为固定,环境条件较好,维修量较小的小型控制系统中。
模块式PLC:模块式PLC功能扩展灵活方便。在点数上,输入点数,输出点数的比例,模块的种类方面选择余地大,且维修方便,一般用于较复杂的控制系统。
对于组合机床,选用整体式PLC较好。
3.2I/O点选取原则
PLC平均的I/O点价格比较高,因此应该合理选用PLC的I/O点数量,在满足控制要求的前提下力争使用的I/O点最少,但必须留有一定余量。通常I/O点数是根据被控制对象的输入输出信号的实际需要,再加上10%-20%的余量来确定。
由PLC组成的四工位组合机床控制系统有输入信号42个,均为开关量。其中检测元件17个,按钮开关24个,选择开关1个。
电控制系统有输出信号27个,其中电磁阀16个,六台电动机的接触器和5个指示灯。根据I/O点数的选取原则考虑10%-20%的I/O点数余量输入点数可选取46-50个输出点数可选取29-33个。
根据实际PLC机型点数,选用FX2N-64MR主机和一个16点的输入扩展模块(FX-16EX)这样共有输入点(32+16)。输出点就是主机的32。足够可以满足42个输入,27个输出的要求,而且留有一定余量。
3.3输入输出设计
输入输出信号地址表是将输入输出列成表,给出相应的地址和名称,以备软件编程和系统调试时使用的一种表。由本设计可知控制电路中的按钮,行程开关,检测元件等触点都属于PLC的输入设备,PLC的输出控制对象主要是控制电路中的
执行元件,本设计主要是接触器,电磁阀,指示灯。其中:行程开关12个;按钮24个;选择开关1个;检测元件5个;电磁阀16个;接触器6个;指示灯5个。
根据本设计选用的PLC机型,将输入输出元件分配到PLC的输入输出接口。
4、PLC控制系统操作面板设计
控制系统的操作面板是向PLC控制系统发布控制命令的主令元件组合而成的。本设计中,输入元件共42个其中按钮SB24个、检测元件YJ5个、行程开关SQ12个,选择开关1个,基于对机床工作方式的控制要求,面板上应设有选择开关1SA、预停按钮;鉴于手动调整方式下,相应按钮发出控制命令,驱动组合机床相应部件运动,因此面板上应设相应按钮5SB-24SB,鉴于对组合机床的启动,停止及润滑故障的处理控制,应在操作制面板上设有启动按钮2SB、总停按钮1SB、润滑故障切除按钮4SB、其他输入元件均为检测元件,不在操作面板中设置,由上面综述,可得控制系统操作面板如下图2所示:
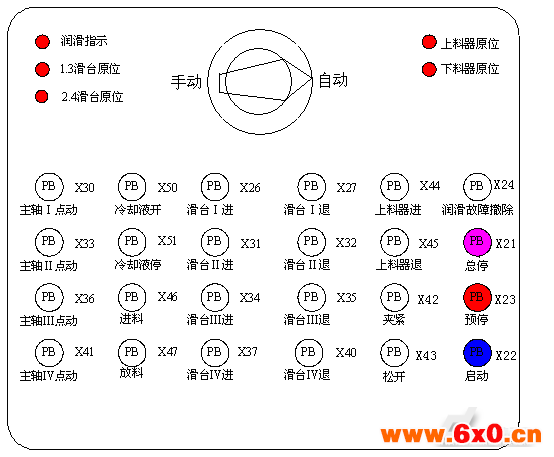
图2控制系统操作面板图
5、结论
PLC作为新一代的工业控制装置,具有开发柔性好,接线简单,安装方便,抗干扰性强等特点,用它来控制四工位组合机床这样复杂的生产设备,是理想的选择。PLC的采用,降低了机床的故障率,节省了大量的维修费用,提高了整机的可靠性,保证了工件的精度要求。在机床数控系统设计中占有重要的地位,该机床经过长期运行表明,整个系统设计合理,控制精度高,运行可靠,提高了生产的自动化水平,减小了操作人员的劳动强度。
更多资讯请关注机床频道








 QQ交流群
QQ交流群

