

摘要:本文采用8051单片机的I/O口,信号控制五相步进电动机,利用内部程序对单片机输出信号进行脉冲分配,从而驱动步进电动机转动,实现对数控车床进给系统的方向、速度和位置的控制。采用当今广泛应用工业控制自动化的变频技术实现对数控车床主轴的无级调速,五相步进电动机作为该系统的执行元件。由于,步进电动机的角位移量和指令脉冲的个数成正比,旋转方向与通电相序有关,因此,只要控制指令脉冲的数量、频率及电动机绕阻通电的相序,便可控制机床进给系统的运动的位移量、速度和移动方向。实现对数控车床主轴和进给系统的自动控制,可以有效的节约电能、提高设备自动化、产品产量和质量。提高可观的经济效益,单片机已经广泛应用于现代工业控制自动化系统中,掌握单片机技术是从事工业控制的重要技能。
1引言
数控机床是数字控制工作母机的总称,是集现代精密机械设计与制造技术、计算机技术、通讯技术、自动控制技术、检测技术、电力电子与微电子技术、电机与新材料技术、液压气动技术、光电技术等最新成就而构成的机电一体化的高级典型产品,作为加工制造业的工作母机,同时是兼备高精度、高柔性、高效率、高自动化特点于一身的现代化设备。数控机床是国防军工、国民经济中的重要基础装备,它的应用遍及社会经济的各个领域,是机械、电子、汽车、石化、建筑等部门的支柱产业,也是能源、交通、材料、通讯等基础产业现代化重要工具。
当今世界技术领域,自动化控制技术是实际应用最为广泛、发展势头最为强劲、经济效益最为明显的技术之一。单片微型计算机是专门为工业应用设计的,我国目前有不少单位使用单片机实现低档的经济型数控系统。8051系列单片微机已成为应用最广泛的机种.除了用低档的经济型数控机床的CPU之外,在多处理机构成的全功能CNC系统中也常用单片微机实现伺服驱动等功能。
步进电动机的运行性能与电动机本身的特性、负载有关,而且与其配套使用的驱动电源有着密切的关系.步进电动机的运行性能是步进电动机和驱动电源的综合结果,选择性能良好的驱动电源对于发挥步进电动机的性能是十分重要的。
交流异步电动机的调速始终是一个不好解决的难题。直到二十世纪七十年代,由于计算机的产生,以及近二十年来新型快速的电力电子元件的出现,才使得交流异步电动机调速成为可能,并得到迅速的普及。根据电机学理论,交流异步电动机的转速可由公式n=60fp(1-s)可知,改变电源频率来实现交流异步电动机的调速方法效果最理想,这就是所谓的变频调速。
80年代初,随着计算机软、硬件技术的发展,出现了能进行人机对话式自动编制程序的数控装置;数控装置愈趋小型化,可以直接安装在机床上;数控机床的自动化程度进一步提高,具有自动监控刀具破损和自动检测工件等功能。经过几十年的发展,目前的数控机床已实现了计算机控制并在工业界得到广泛应用,在模具制造行业的应用尤为普及。针对车削、铣削、磨削、钻削和刨削等金属切削加工工艺及电加工、激光加工等特种加工工艺的需求,开发了各种门类的数控加工机床。
2数控机床的机械结构
2.1数控车床概述
数控车床又称为CNC(ComputerNumerical)车床,即用计算机数字控制的车床。卧式车床是靠手工操作机床来完成各种切削加工,而数控车床是将编制好的加工程序输入到数控系统中,由数控系统通过车床X、Z坐标轴的伺服电动机去控制车床进给运动部件的动作顺序、移动量和进给速度,再配以主轴的转速和转向,便能加工出各种形状不同的轴类或盘类回转体零件。因此,数控车床是目前使用较为广泛的数控机床。
2.2数控车床主传动系统
主运动传动系统由功率为11/15KW的AC伺服电动机驱动,经1:1的带传动带动主轴旋转,使主轴在35-3500r/min的转速范围内实现无级调速,主轴箱内部省去了齿轮传动变速机构。因此减少了原齿轮对主轴的影响,并且维修方便。
2.3主轴箱结构
主轴采用两支承结构,前支承由一个双列圆柱滚子轴承11和一对角接触球轴承10组成,轴承11用来支承受径向载荷,两个角接触球轴承一个大口朝向主轴前端,另一个大口朝向主轴后端,用来承受双向的轴向载荷和径向载荷。前支承轴承的间隙用螺母1和6来调整。螺钉17、13起防松作用。主轴的支承形式为前端定位,主轴受热膨胀向后伸长。前后支承所用的双列圆柱滚子轴承的支承刚性好,允许的极限转速高。而角接触球轴能承受较大的轴向载荷,且允许的极限转速高,该支承结构能满足高大载荷切削的需要。
2.4进给传动系统及传动装置
X轴和Z轴进给分别由步进电动机驱动,X轴进给传动装置的结构简图。步进电动机15经同步带轮14和10以及同步带12带动滚珠丝杆6回转,其上螺母7带动刀架21沿滑板1的导轨移动,实现X轴进给运动。滚珠丝杠的前支承3由三个角接触球轴承组成,其中一个轴承大口向前,两个轴承大口向后,分别承受双向的轴向载荷。前支承由螺母2进行预紧。滚珠丝杠的后支承9为一对角接触球轴承,轴承大口相背放置,由螺母11进行预紧。这种丝杆两端固定的支承形式,其结构和工艺都较复杂,但是可以保证和提高丝杠的轴向刚度。Z轴进给传动装置。步进电机14经同步带轮12和2以及同步带11传动到滚珠丝杆5,由螺母4带动滑板连同刀架沿床身13的矩形异轨移动,实现Z轴的进给运动。电动机轴与同步带轮12之间用锥环无键联接,其中19和20是锥面相互配合的内外锥环。当拧紧螺钉17时,法兰18的端面压迫外锥环20使其向外膨胀,内锥环19受力后向电动机轴收缩,从而使电动机轴与同步带轮联接在一起。
3机床主轴变频调速
3.1变频调速原理
在变频调速中使用最多的变频调速器是电压型变频调速器,由整流器、滤波系统和逆变器三部分组成。在其工作时首先将三相交流电经桥式整流为脉动直流电,脉动直流的电压经平滑滤波后在微处理器的调控下,用逆变器将直流电再逆变为电压和频率可调的三相交流电源,输出到需要调速的电动机上。由电工原理可知电机的转速与电源频率成正比,通过变频器可任意改变电源输出频率从而任意调节电机转速,实现平滑的无级调速
3.2车床主轴的变频调速
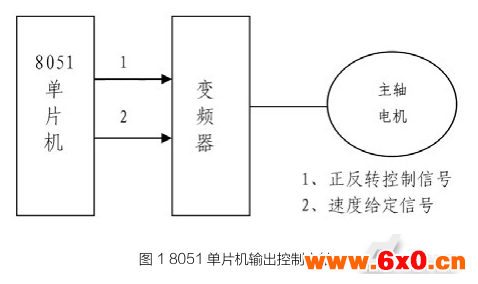
车床主轴由11KW三相异步电动机拖动。通过比较决定选用三菱系列变频器实现主轴的变频调速,并始终工作在最佳状态,另外在主轴后端加装编码器,实现主轴的速度控制。如图1所示利用8051单片机的输出实现主轴电机的正反转和速度控制,变频调速的结构示意图。
3.3变频器的抗干扰技术
3.3.1外来干扰
变频器采用了高性能微处理器等集成电路,对外来电磁干扰较敏感,会因电磁干扰的影响而产生错误,对运转造成恶劣影响。外来干扰多通过以变频器控制电缆为煤体的途径侵入,所以铺设控制电缆时必须采取充分的抗干扰措施。
3.3.2频器产生的干扰
变频器的输入和输出电流的波形都不是标准正弦波,含有很多高次谐波成分。它们将以空中辐射、线路传播等方式把自己的能量传播出去,对周围的电子设备、通信和无线设备的工作形成干扰。因此在装设变频器时,应考虑采取各种抗干扰措施,削弱干扰信号的强度。
4步进电动机对进给装置的控制系统
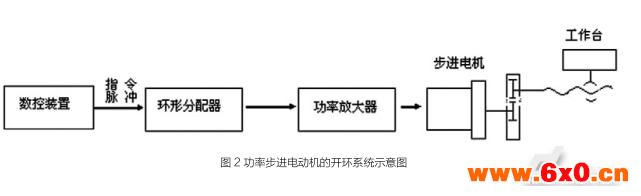
该数控机床的开环进给伺服系统不带位置检测反馈装置,CNC单元发出的指令信号是单项的.该系统用功率步进电动机作为驱动元件,实现进给运动.当需要某个轴运动一个单位长度时,向该轴伺服电路输出一个脉冲,经环形分配和功率放大驱动步进电动机转动一步,通过丝杆转动使机床运动部件运动一个单位长度。图2为采用功率步进电动机的开环系统示意图。
步进电机作为执行元件,是机电一体化的关键产品之一,广泛应用在各种自动化控制系统中。随着微电子和计算机技术的发展,步进电机的需求量与日俱增,在各个国民经济领域都有应用。步进电机是一种将电脉冲信号转化为角位移的电磁装置.步进电动机的向位移与输入脉冲个数成正比,在时间上与输入脉冲同步,它的旋转是以固定的角度一步一步运行的。因此,只需控制输入脉冲的数量、频率及电动机绕阻通电顺序,便可获得所需的转速及转动方向.无脉冲输入时,在绕阻电源激励下,气隙磁场能使转子保持原有位置而处于自锁状态.步进电机可以作为一种控制用的特种电机,利用其没有积累误差(精度为100%)的特点,广泛应用于各种开环控制。
现在比较常用的步进电机包括反应式步进电机(VR)、永磁式步进电机(PM)、混合式步进电机(HB)和单相式步进电机等。永磁式步进电机一般为两相,转矩和体积较小,步进角一般为7.5度或15度;反应式步进电机一般为三相,可实现大转矩输出,步进角一般为1.5度,但噪声和振动都很大。反应式步进电机的转子磁路由软磁材料制成,定子上有多相励磁绕组,利用磁导的变化产生转矩。混合式步进电机是指混合了永磁式和反应式的优点。它又分为两相和五相:两相步进角一般为1.8度而五相步进角一般为0.72度。这种步进电机的应用最为广泛,也是本次细分驱动方案所选用的步进电机。
5步进电动机的微机控制原理
传统的步进控制器线路复杂,成本高,用单片机控制步进电机时,可由单片机硬件和软件代替上述步进控制器。不仅简化了线路,降低了成本,面且可靠性大大提高,并能根据系统需要灵活改变步进电机的控制方案,使用起来更为方便。步进电动机的驱动电路根据控制信号工作。在步进电动机的单片机控制中,控制信号由单片机产生。其基本控制作用如下。
5.1控制换相顺序
步进电动机的换相顺序严格按照步进电动机的工作方式进行。通常我们把通电换相这一过程称为脉冲分配。系统中以五相步进电动机工作在十拍2-3相通电方式为例,这时通电顺序为:AB-ABC-BC-BCD-CD-CDE-DE-DEA-EA-EAB先接通AB绕阻,以后再接通ABC相绕阻,然后断开A相绕阻,使BC绕阻接通;再同时接通BCD相绕阻,依次进行。定子五相绕阻需经过十次切换才能完成一个循环。
5.2控制步进电动机的转向
通过前面介绍的步进电动机原理我们已经知道,如果按给定的工作方式正序通电换相,步进电动机就正转;如果按反序通电换相,则电动机就反转。五相十拍步进电动机工作在2-3相方式,通电换相的正序是AB-ABC-BC-BCD-CD-CDE-DE-DEA-EA-EAB,电动机就正转;如果按反序EAB-EA-DEA-DE-CDE-CD-BCD-BC-ABC-AB,电动机就反转。
5.3控制步进电动机的速度
如果给步进电动机发一个控制脉冲,它就转一步,再发一个脉冲,它会再转一步。两个脉冲的间隔时间越短,步进电动机就转得越快。因此,脉冲的频率决定了步进电动机的转速。调整单片机发出脉冲的频率,就可以对步进电动机进行调速。步进电动机的速度控制通过控制单片机发出的步进脉冲频率来实现。可以采用调整两个控制字之间的时间间隔来实现调速。在此只要通过软件延时的方法,改变延时的时间长度就可以改变输出脉冲的频率。但这种方法使CPU长时间等待,占用大量机时。
5.4利用微机对步进电机进行控制,有串行和并行两种方式
5.4.1串行控制
该方式使单片机系统与步进电动机驱动电源之间具有较少的连线,单片机通过I/O接口将信号送入步进电动机驱动电源的环形分配器,所以在这种系统中,驱动电源中必须含有环形分配器。
5.4.2并行控制
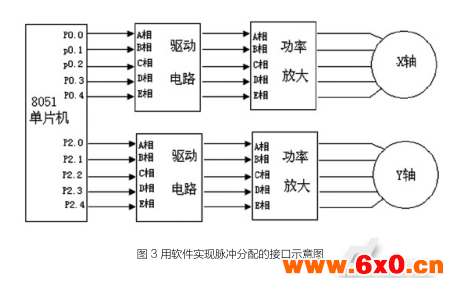
用微机系统的数条端口线直接去控制步进电动机各相驱动电路的方法称为并行控制。在电动机驱动电源内,不包括环形分配器,而其功能必须由微机系统完成。由计算机系统实现环形分配器的功能又有两种方法:一种是纯软件方法,既完全软件来实现相序的分配,直接输出各相导通或截止的信号,主要有寄存器移位法和查表法;第二种是软、硬件相结合的方法。本论文通过软件实现脉冲分配,按照给定的通电顺序,通过单片机I/O口向驱动电路发出控制脉冲,如图3所示。
6结论
本文围绕着如何用单片机对步进电动机进行控制,从而实现控制车床X轴和Z轴的进给。该系统在机械方面不仅保证了机床的精度稳定性,也获得可靠的加工质量,还减少了大量的齿轮传动机构。








 QQ交流群
QQ交流群

