

【一招教你解决数控机床机械手换刀中的痛点】如今数控机床中,用机械手换刀已经成为主流。相对其它换刀方式来说,机械手换刀具有换刀速度更快、准确、各机械元件的运动幅度更小等特点。
然而在机械手换刀中,也存在如下痛点:

01.
刀库机械手动作不准
机械手每个换刀动作的起停,通过刀库自身给控制器一个刹车信号,控制器接收到刹车信号后立马给一个断机械手旋转输出,这一部分需要控制器有较高的信号处理速度,速度达不到则会造成机械手动作不准。
02.
刀套对应刀具打乱后刀库记忆错误
在刀库初始化完成,然后执行一系列换刀动作后,原本一一对应的刀具和刀套就会被打乱,通常程序编写不完善,出现记忆错误,某一次换刀时取出的目标刀具与实际加工刀具不相符,继续加工就有可能出现损坏机床行为。
03.
对等换刀出现刀库计数偏差
通常加工过程中会出现两把刀互换加工,重复在一个刀套位进行多次换刀动作,这时再调换别的刀具时就会出现刀库多旋转一个位的错误,导致换刀错误。
在加工中心机械手刀库换刀时控制器性能以及换刀程序起着至关重要的作用。一款操作简便、性能稳定,换刀准确,性价比高的运动控制器,对加工中心来说极其重要。
深圳众为兴采用标准宏程序指令来完成机械手刀库换刀,通用性好。众为兴的CNC46系列数控系统及CNC96系列数控系统可以快速移植到所有支持宏程序编程功能的同类系统。譬如,通过此刀库的应用可以拓展到其它的辅功能控制。众为兴的CNC数控系统可以完美解决上述行业痛点。
以众为兴CNC9640(4轴)普及型数控铣床控制系统为例来说,它基于最新ZYNQ_A9平台研发,信号处理速度可媲美发那科系统,对于市场常见刀库信号处理游刃有余。
众为兴系统以创新的宏变量记忆功能记录每把刀具所在的刀套,宏程序选刀功能的实现,当选用目标刀具时,系统程序会快速,高效,精准的对宏变量刀套内的刀具进行比对搜索,比对完确认目标刀具所在刀套后,会根据当前刀套位置再经过多条件逻辑判断程序后就近旋转刀盘换刀。
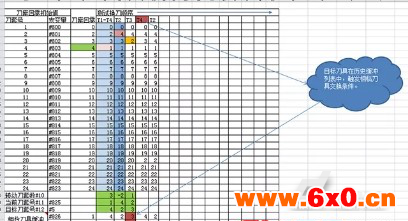
(为了便于识别,#800-#823中不同颜色(绿色除外)代表换完刀后当前刀套所装的刀具号,绿色代表刀盘转动次数,当前刀具号,以及目标刀具号,酒红色代表历史缓冲队列中记录的刀具号,当目标刀具出现在缓冲队列中就会触发相临刀具交换条件)
众为兴工程师针对两把刀具重复调换使用可能出现的计数偏差,建立相邻刀具交换条件,将前三次换刀记录保存在历史缓冲列表中,当目标刀具在历史缓冲列表中时,就会触发相临刀具交换条件,解决计数偏差问题。








 QQ交流群
QQ交流群

