

1连杆钻铰螺纹孔数控机床简介
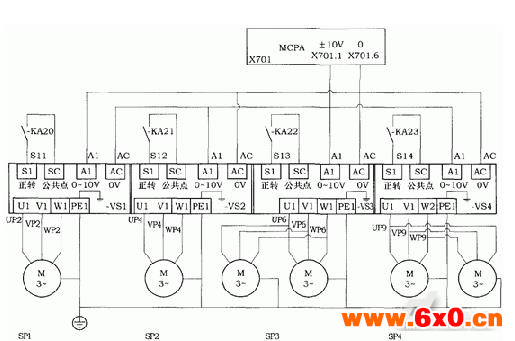
连杆钻铰螺纹孔机床(以下简称机床)是采用德国西门子SINUMERIK802Dsl控制机及伺服驱动系统,是天津夏利生产线上的一台加工曲轴连杆的数控机床。根据此控制系统特点,zui多可以对6根轴进行数字化控制。这6根轴可以zui多配置为5个NC轴和1个PLC轴。5个NC轴中zui多可配置2个轴为主轴。根据该机床的加工和节拍要求,需要1个卡具伺服轴和4个伺服进给轴,再加上4根主轴。明显的,NC配置4个主轴是不可能的,而且主轴都是要求在高速旋转下运行,于是将4根主轴均设计成变频主轴,只要求单方向旋转(正转)。床身上的坐标单元可实现X、Z1、Z2、Z3、Z4轴5个方向的运动,其中x轴为卡具轴,Z1轴带主轴SP1,Z2轴带主轴SP2,Z3轴带主轴SP3,Z4轴带主轴SP4。SPl、SP2分别由1台变频器带1台变频电动机控制,SP3、SP4分别由1台变频器带两台变频电动机控制,它们与系统的连接参看图1。
2主轴变频控制的基本原理
由异步电动机理论可知,主轴电动机的转速公式为:
其中:p为电动机的极对数,s为转差率,f为供电电源的频率;n为电动机的转速。从上式可看出,电动机转速与频率成正比,改变频率即可以平滑地调节电动机转速。而对于变频器而言,其频率的调节范围是很宽的,可在0~400Hz甚至更高频率之间任意调节。
锪孔主轴电动机型号为YVPl32S1-50-A,功率为5.5kW,其对应的变频器型号为CIMR—G7A451B,功率为5.5kW。钻孔主轴电动机型号为YVPl12M一50-A,功率为4kW,台份为2台,用一台变频器来控制,因此变频器的频率应大于两台变频电动机的频率之和,即对应的变频器型号为CIMR—G7A4011,功率为11kW。同理,铰孔主轴电动机型号为YVPll2M一50-A,功率为4kW,台份为2台,对应的变频器型号为CIMR—G7A401l,功率为11kW。各主轴要求转速有所不同,因此可以通过输入变频器的频率来控制主轴的转速。
3模拟主轴的控制
对于SINUMERIK802Dsl可以利用MCPA模块产生模拟给定信号直接连接模拟主轴。首先,MCPA提供的模拟电压是直接供给变频器的,而转速指令则分别由继电器KA20、KA21、KA22、KA23的通断来控制,即KA20闭合,模拟电压一给,则SPl轴以正转旋转,依此类推,具体见图2的PLC程序。此程序只给出SPI轴,其他主轴同理。
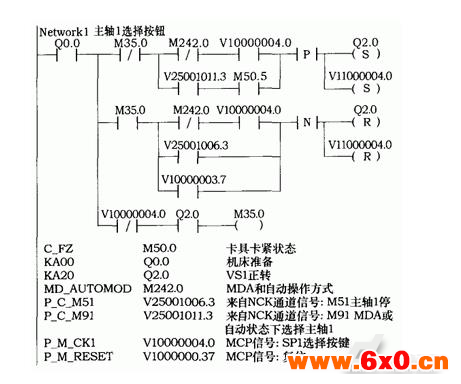
变频器与数控装置的通常包括:(1)数控装置到变频器的正反转信号;(2)数控装置到变频器的速度或频率信号;(3)变频器到数控装置的故障等状态信号。因此所有关于对变频器的操作和反馈均可在数控面板上进行编程和显示。当选定了哪根主轴旋转,只要按下操作面板上的主轴正转按钮,即模拟电压给定了,该主轴就按照点动转速开始正转。
4安川变频器参数的设置
4.1自学习参数
T1-01=0→旋转型自学习;T1—02→电动机额定输出功率;T1-03→电动机额定电压;T1-04→电动机额定电流;T1-05→50电动机基频;T1-06→电动机极数;T1-07→电动机额定转速。
4.2基本参数
A1-01=2参数存取级别;A1-02=2开环控制模式;b1-01=频率指令;b1-02=1运行指令;b1-03=0停止方法;C1-01=10加速时间;C1-02=10减速时间;E1-01=380输入电压;E1-04=173zui高频率;E1-05=380zui大电压;E1-06=33基频;E1-13=380基电压;E2-01=22.6电动机额定电流;E2-11=ll电动机额定功率;L1-01=1电动机保护功能选择;L3-04=0减速中防止失速。
4.3特殊功能参数
L6-01=1;L6-02=100%过力矩;L6-03=0.1;L6-04=1。
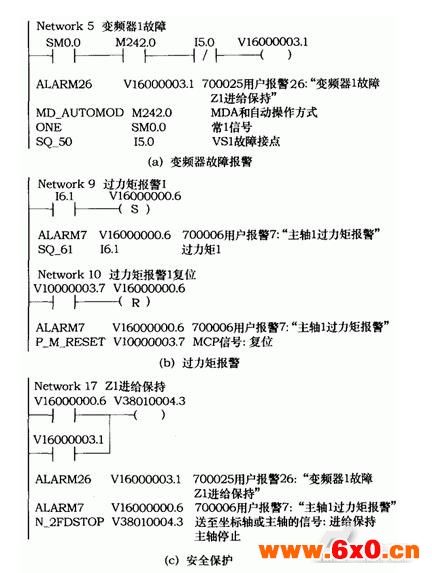
参数设定的情况下,主轴力矩达到极限值时,变频器主轴过力矩的输出信号会送给系统,此时,在PLC中将此信号给置位输出,再由此输出给对应的伺服轴进给保持,可复位消除,然后调整。H1—01→端子S3功能(外部故障);H1—02→端子S4功能(故障复位)。
变频器中的一些特殊参数和输出端子,能很好地保护机床,使得机床的安全性能有较大的提高,因此这些参数的设定、端子的连接以及它们在PLC中的编制是非常必要的。PLC程序见图3。
5结语
该机床使用变频主轴后,大大降低了产品成本,并且提高了机床加工的安全性能,在保证工件良好加工精度的同时,也提高了生产效率。








 QQ交流群
QQ交流群

