

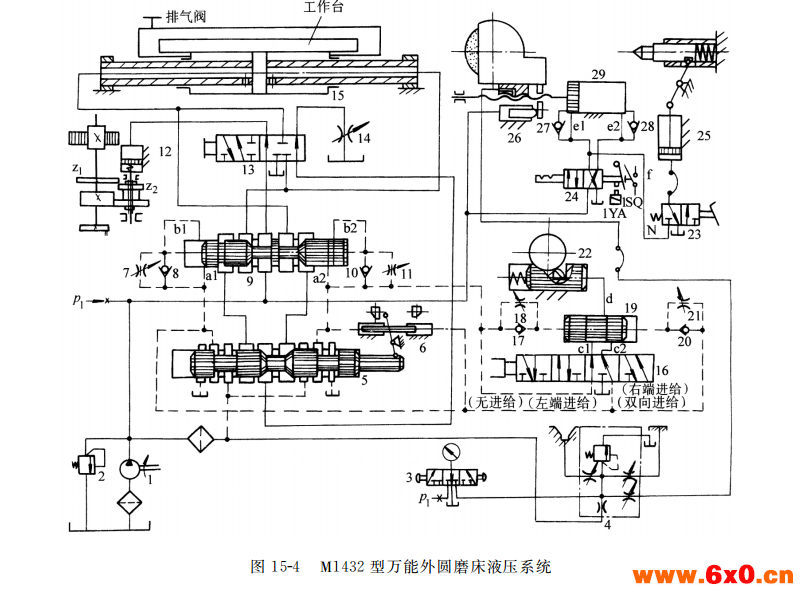
M1432A型万能外圆磨床液压系统的工作原理,现在从工作台部分、及砂轮架部分、尾架ding尖的液动退回以及其他四个方面来进行讲解。
1、工作台部分
工作台的纵向往复运动由 HYY21/3P-25T 型液压操纵箱控制,该箱由开停阀13、先导阀5、换向阀9和抖动缸6等组成,用来实现工作台纵向直线往复运动的开停、调速、换向、端点停留及抖动等动作。
(1)工作台直线往复运动。 将开停阀 13 打开,使其右位接入系统。 在图15-4所示状态下,先导阀5和换向阀 9的阀芯都处于右端 ,油液进入液压缸15 的右腔 ,推动工作台向右运动 。 其油路为 :
进油路 :液压泵1 → 换向阀 9 右位 → 工作台液压缸 15 右腔 。
回油路 :工作台液压缸15左腔→ 换向阀9右位 → 先导阀5右位 →开停阀13右位 → 节流阀14→ 油箱 。
当工作台右行至预定位置时 ,挡铁拨动换向杠杆 ,将先导阀5的阀芯推至左端 ,控制油路切换 ,使换向阀 9 换向 ,主油路切换 ,工作台换向左行(详见换向部分)。其油路如下:
进油路 :液压泵 1 → 换向阀 9 左位 → 工作台液压缸15左腔。
回油路 :工作台液压缸 15 右腔 → 换向阀 9 左位 → 先导阀 5 左位 → 开停阀13 右位 → 节流阀14 → 油箱。
工作台左行至终点时,又自动换向右行 ,如此不断往复 ,直到转动开停阀13,使其左位接入系统时,工作台才停止运动。 工作台的运动速度可由节流阀 14 调节。
(2)换向。工作台的换向,是由机动先导阀和和液动换向阀组成的换向回路完成的。工作台的换向过程分为制动、停留和启动三个阶段 。
① 制动阶段。 工作台换向时的制动又分为两步,即先导阀的预制动和换向阀的终制动 。 当工作台右行至接近终点时 ,挡铁碰撞换向拨杆 ,拨动先导阀的阀芯向左移动 ,先导阀中段的右制动锥逐渐将通向节流阀 14 的回路通路关小 ,工作台逐渐减速 ,实现预制动 。 当先导阀的阀芯超过中位后,控制油路切换,一部分控制油液进入抖动缸 6 左腔 ,使控制阀阀芯快跳 ,另一部分控制油液进入换向阀 9 右端 ,推动阀芯左行。 其控制油路为 :
进油路 :液压泵 1 → 先导阀 5 左位 → 单向阀 10 → 换向阀 9 右端 。
回油路 :换向阀 9 左端 → 先导阀 5 左位 → 油箱。
由于此时控制油路回油通畅 ,故换向阀 9 的阀芯快速左移,即出现第一次快跳 ,其右部制动锥迅速关小主油路回油通道 ,使工作台迅速制动。 当阀芯移动一定距离后 ,压力油同时进入工作台液压缸15 的左右腔 ,工作台停止运动 ,实现了终制动 。
② 停留。 当换向阀 9 的阀芯左移至将直通先导阀 5 的回油路 a1 切断后 ,第一次快跳结束 ,阀芯向左慢速移动 。 此时的回油路改为 :换向阀 9 左端 → 节流阀 7 → 先导阀 5 左位 → 油箱 。由于换向阀阀芯中部台肩宽度小于阀体中间沉割槽的宽度 ,在阀芯慢速移动期间 ,工作台液压缸 15 左右两腔继续保持相通 ,工作台仍然停止不动 ,即处于停留状态 。通过节流阀 7 调节换向阀 9 阀芯的移动速度 ,即可调整工作台在换向时的停留时间 。
③ 启动 。 当换向阀 9 的阀芯慢速左行至其左部环形槽将油路 a1 、b1 接通后 ,换向阀左端的控制油液回油通畅 ,阀芯快速左移 ,即第二次快跳 。 控制油液回油路改为 :换向阀 9 左端 → 油路 b1 → 换向阀 9 阀芯左部环形槽 → 油路 a1 → 先导阀 5 左位 → 油箱 。 主油路被迅速切换 ,工作台快速反向启动 ,全部换向过程结束 。预制动是为了使工作台减速 ,避免换向冲击 。 换向阀 9 的阀芯第一次快跳是为了缩短制动时间 ,提高换向定位精度 ;第二次快跳是为了缩短工作台的启动时间 ,保证启动速度 。
(3)工作台的抖动 。 当磨削长度与砂轮宽度相近的较短表面时 ,为了提高磨削效率 ,降低工件表面粗糙度和提高砂轮耐用度 ,工作台作短距离(1 ~ 3 m m) 、高频率(100 ~ 150 次/min)的往复运动 ,即为抖动 。将工作台挡铁之间的距离调到很小 ,这时先导阀拨杆处于垂直位置 ,先导阀控制的主回油通道和控制油液通道处于左右开闭的极限状态 ,只要挡铁推动拨杆向左或右偏移 ,控制油路就迅速接通 ,利用抖动缸使先导阀换向过程迅速完成 ;同时将节流阀 7 和 11 调到最大开度 ,使先导阀快跳的同时换向阀也快跳到终端 ,没有换向停留 ,实现高速换向 。 如此反复 ,工作台即快速抖动 。
(4)工作台液动和手动的互锁 。 为了避免工作台利用液压传动做往复运动时带动手轮快速旋转而伤人 ,要求工作台液压驱动时 ,手摇机构应脱开 ,只有在开停阀处于“停”的位置时 ,才能用手轮来摇动工作台移动 。 当开停阀处于“开”的状态时 ,其右位接入系统 ,压力油进入互锁缸 12 上腔 ,推动活塞使齿轮 z1 、z2 脱开啮合 ,工作台移动时不能带动手轮旋转 ;当开停阀处于“停”的状态时 ,其左位接入系统 ,互锁缸 12 的上腔接通油箱 ,活塞在弹簧作用下向上移动 ,使齿轮 z1 、 z2 啮合 ,此时工作台液压缸 15 左右两腔连通 ,液动停止 ,即可通过手摇机构操纵工作台移动 。 这样就实现了工作台液动与手动的互锁 。
2、砂轮架部分
(1)砂轮架快速进退 。 为了节约辅助时间 ,提高生产率 ,要求磨削开始时砂轮应快速趋近工件 ,测量和装卸工件时又要求砂轮架快速退回 。将砂轮架快动阀 24 的右位接入系统 ,压力油进入快动缸 29 的右腔 ,砂轮架快速前进 。 其油路为 :
进油路 :液压泵 1 → 快动阀 24 右位 → 单向阀 28(油路 e2) → 快动缸 29 右腔 。
回油路 :快动缸 29 左腔 → 油路 e1 → 快动阀 24 右位 → 油箱 。
扳动快动阀 24 的手柄 ,使阀的左位接入系统 ,则压力油进入快动缸 29 的左腔 ,砂轮架快速退回 。快动阀处于快进位置时 ,手柄使行程开关 1S Q 接通 ,头架电动机和冷却泵启动 ;砂轮架快退时 ,行程开关断开 ,头架电动机和冷却泵自动停止 ,以便测量 。为了防止砂轮架在快速运动终点处产生冲击 ,在快动缸 29 两端设置了缓冲装置(图中未画出) 。在进行内圆磨削时 ,内圆磨具放下的同时 ,将微动开关压下 ,使电磁铁 1Y A 通电吸合 ,将快动阀 24 锁定在快进位置上 ,手柄无法扳动 ,避免了误动作而引起砂轮架快退 ,确保工作安全 。
(2)砂轮架周期进给 。 砂轮架的周期进给,是在工作台往复运动行程终了、工作台换向之前进行的,由进给缸 22 通过其活塞上的棘爪棘轮 、齿轮 、丝杠螺母等传动副来实现的。 周期进给分为双向进给、左端进给 、右端进给和无进给四种方式 ,由选择阀 16 控制 。在图15-4所示的状态下 ,选择阀处于双向进给状态 ,工作台向右运动 。 当工作台右行至终点时 ,挡铁拨动换向拨杆 ,先导阀 5 将控制油路切换 ,部分控制压力油进入进给缸 22 的右腔 ,推动活塞左移 ,使砂轮架在工件的右端进给一次 。 此时控制油液的进油路为 :液压泵 1 → 先导阀 5 左位 →
选择阀 16 → 油路 c1 → 进给阀 19 → 油路 d → 进给缸 22 右腔 。
部分控制油液同时经节流阀 18 进入进给阀 19 左端,推动其阀芯移动 ,当阀芯移至将油路 c1封闭时 ,砂轮架横向进给结束 ,油路 c2 与 d 接通后,进给缸 22 右腔的油液与油箱相通,活塞在弹簧作用下回到右端 ,为下次进给作准备 。 其回油路为 :进给缸 22 右腔 → 油路 d → 进给阀 19 → 油路
c2 → 选择阀 16 → 先导阀 5 左位 → 油箱 。
同理 ,当工作台在左端换向时 ,控制油液经油路 c2 、d 进入进给缸 22 右腔 ,使砂轮架在工件左端又进给一次 ,实现双向进给 。
其他几种进给方式的工作情况可采用类似方法分析 ,不再赘述 。由于液压进给系统进给量不均匀 ,在精磨时不能满足微量进给的要求 ,有的磨床取消了砂轮架横向自动进给系统 ,采用了手动进给 。
3、尾架ding尖的液动退回
尾架ding尖平时靠弹簧力顶在工件上 ,依靠液动退回 。 当砂轮架处于快退位置时 ,踏下脚踏板 ,使尾架阀 23 的右位接入系统 ,液压泵输出的压力油经快动阀 24 左位 、尾架阀 23 右位进入尾架缸25 下腔 ,使活塞上移 ,通过杠杆机构使ding尖向右退回 。 松开脚踏板后 ,尾架阀 23 左位接入系统 ,尾架缸 25 下腔与油箱接通 ,尾架ding尖在弹簧力作用下顶出 ,将工件夹紧 ,同时使尾架缸的活塞复位 。为了确保工作安全 ,尾架ding尖必须在砂轮架快退时才能松开 。 在砂轮架快进时 ,油路 f 与油箱相通 ,动力来源被切断 ,即使误踏脚踏板 ,尾架ding尖也不会松开 。
4、其他
(1)润滑。磨床工作压力较低 ,一般不另设润滑系统 ,而是将液压泵输出的压力油经减压阀或细长孔阻尼后送至润滑部位 。 在 M1432 A 型万能外圆磨床液压系统中 ,液压泵输出的部分油液进入润滑稳定器 4 ,由固定节流阀降压后 ,经可调节流阀分别流入 V 型导轨 、平导轨 、砂轮架丝杠 、螺母副等处进行润滑 。 润滑油的压力由稳定器中的溢流阀调节 。
(2)砂轮架丝杠和螺母间隙的消除 。 压力油进入闸缸 26后 ,闸缸柱塞顶紧砂轮架 ,使螺母与丝杠之间的牙侧间隙始终集中在牙型的前侧面 ,从而消除了丝杠和螺母间隙的影响 ,保证了砂轮架快动时的重复位置精度。
(3)压力测量。 系统各点压力,可通过压力表开关3 由压力表测量。 当压力表开关左位接入系统时 ,测量的是主油路压力 ;右位接入系统时,测量的为润滑系统压力;中位接入系统时,压力表与油箱相通,不测压力。
详情请见:M1432A型万能外圆磨床液压系统








 QQ交流群
QQ交流群

