

1、引言
随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。
随着计算机技术的迅猛发展,计算机越来越广泛地应用于人们工作和生活中的各个领域里的一个重要方面,单片机及其应用技术近年来也得到了长足发展。单片机被广泛应用在工业自动化控制、智能仪表、数据采集、通讯以及家用电器等领域。单片机以其与通用微机完全不同的发展模式,不断满足工业测控、恶劣环境下可靠运行的要求。单片机已成为现代工业领域中不可缺少的重要角色。单片机技术的发展速度十分迅速,速度更快功能更强的16位32位单片机已陆续问世,但8位机,特别是新一代高档8位机具有优异的性能,已能满足大部分单片机应用领域的需要,另外,它还具有可靠性高外围芯片配套系统构成简单应用软件丰富技术成熟开发应用方便等优点,在单片机应用中仍有一定的市场。
随着我国市场经济的发展,国内、国际市场竞争日益激烈,为了解决企业机械加工中结构复杂、精密、批量小且多变的加工问题,需要采用数控机床,而此类机床价格昂贵,使小企业望尘莫及。系统采用MCS-51系列单片机对特定普通机床进行数控化设计,可为企业的加工制造发挥较大的作用。针对数控机床改造技术进行了深入的研究和分析,并重点描述了机床控制系统的设计,整个控制以数控系统为中心,通过单片机的设计使得CNC系统、电气控制系统、伺服系统协调统一工作,以实现数控加工。
2、数控机床结构
2.1数控车床概述
数控车床又称为CNC(ComputerNumerical)车床,即用计算机数字控制的车床。卧式车床是靠手工操作机床来完成各种切削加工,而数控车床是将编制好的加工程序输入到数控系统中,由数控系统通过车床X、Z坐标轴的伺服电动机去控制车床进给运动部件的动作顺序、移动量和进给速度,再配以主轴的转速和转向,便能加工出各种形状不同的轴类或盘类回转体零件。因此,数控车床是目前使用较为广泛的数控机床。
2.2数控车床主传动系统
MJ-50数控车床其传动系统图如图1所示。其中主运动传动系统由功率为11/15KW的AC伺服电动机驱动,经1:1的带传动带动主轴旋转,使主轴在35-3500r/min的转速范围内实现无级调速,主轴箱内部省去了齿轮传动变速机构。因此减少了原齿轮对主轴的影响,并且维修方便。
2.3主轴箱结构
主轴采用两支承结构,前支承由一个双列圆柱滚子轴承11和一对角接触球轴承10组成,轴承11用来支承受径向载荷,两个角接触球轴承一个大口朝向主轴前端,另一个大口朝向主轴后端,用来承受双向的轴向载荷和径向载荷。前支承轴承的间隙用螺母1和6来调整。螺钉17、13起防松作用。主轴的支承形式为前端定位,主轴受热膨胀向后伸长。前后支承所用的双列圆柱滚子轴承的支承刚性好,允许的极限转速高。而角接触球轴能承受较大的轴向载荷,且允许的极限转速高,该支承结构能满足高速大载荷切削的需要。
2.4进给传动系统及传动装置
X轴和Z轴进给分别由步进电动机驱动,X轴进给传动装置的结构简图。步进电动机15经同步带轮14和10以及同步带12带动滚珠丝杆6回转,其上螺母7带动刀架21沿滑板1的导轨移动,实现X轴进给运动。滚珠丝杠的前支承3由三个角接触球轴承组成,其中一个轴承大口向前,两个轴承大口向后,分别承受双向的轴向载荷。前支承由螺母2进行预紧。滚珠丝杠的后支承9为一对角接触球轴承,轴承大口相背放置,由螺母11进行预紧。这种丝杆两端固定的支承形式,其结构和工艺都较复杂,但是可以保证和提高丝杠的轴向刚度。Z轴进给传动装置。步进电机14经同步带轮12和2以及同步带11传动到滚珠丝杆5,由螺母4带动滑板连同刀架沿床身13的矩形异轨移动(如b图),实现Z轴的进给运动。电动机轴与同步带轮12之间用锥环无键联接,如局部放大视图所示,其中19和20是锥面相互配合的内外锥环。当拧紧螺钉17时,法兰18的端面压迫外锥环20使其向外膨胀,内锥环19受力后向电动机轴收缩,从而使电动机轴与同步带轮联接在一起。
3、控制系统硬件设计
本文选用AT89S51单片机作为此次数控系统设计的核心控制处理器,采用两片89S51双机通讯,外接两片2764EPROM用于存放控制程序、批量生产工件加工程序及数据,再选用两片8kb的6264RAM作为存放试制小批量生产工件加工程序及数据。由于系统扩展,为使编程地址统一,我们采用74LS373、74LS139译码器完成译码法对扩展芯片进行寻址的功能,如图1所示为控制系统总体设计框图。
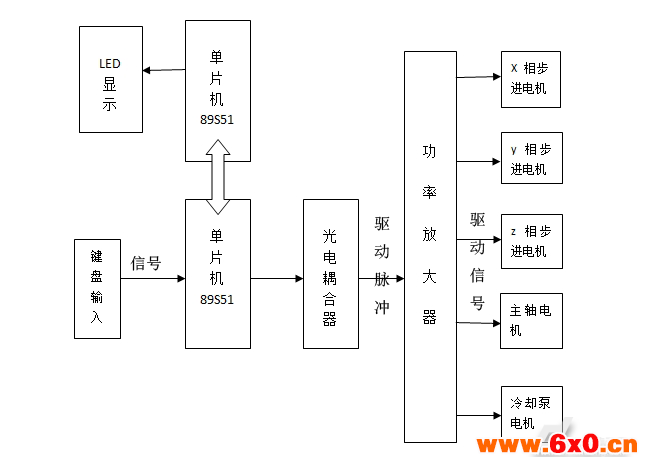
图1控制系统总体框图
工作原理:单片机系统是机床数控系统的核心,通过键盘输入命令,数控装置送来的一系列连续脉冲通过环形分配器、光电耦合器和功率放大器,按一定的顺序分配给步进电动机各相绕组,使各相绕组按照预先规定的控制方式通电或断电,这样控制步进电动机带动工作台按照指令运动。
3.1通信接口设计
本文采用RS-485双机通信接口,RS-485是RS-422A的变型,它与RS-422A的区别在于:RS-422A为全双工,采用两对平衡差分信号线;而RS-485为半双工,采用一对平衡差分信号线。RS-485对于多站互联十分方便且相对便宜,所以采用此种接口,如图2所示为本设计中的双机通信接口图。
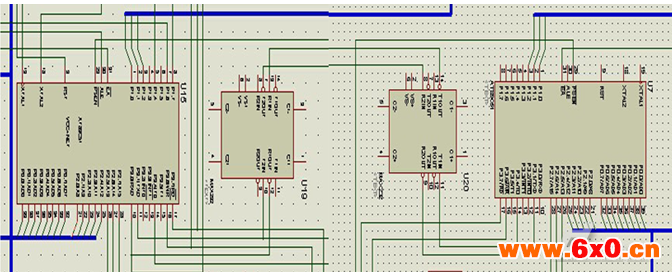
图2双机通信接口图
在上图中,RS-485以双向、半双工的方式实现双机通信。在AT89S51单片机系统发送或接受数据前,应先将SN75176的发送门或接受门打开,当P1.0=1时,发送门打开,接受RS-485电平、RS-485电平到TTL电平的转换功能。
3.2存储器的扩展
选择晶体振荡器的工作频率为12MHz。主控器选用AT89S51,由于数控铣床根据加工零件的复杂程度,相应的编程语言会相当复杂,而且数据传输量大,因此,单纯靠51芯片内部自带的存储空间远远不能满足使用要求,有必要对数据存储区和程序存数区进行扩展。根据估计,每片89S51选用两片2764作为程序存储器,两片6264作为数据存储器。同时,并采用一片74LS373地址锁存器和一片74LS139作为片选芯片。
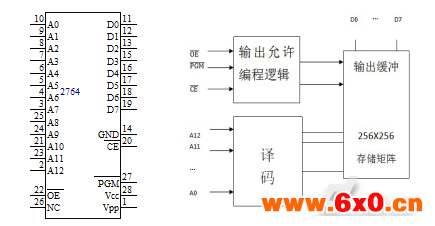
图3 2764引脚图
3.3键盘显示电路
根据系统要求,需要通过键盘输入命令来实现机床工作台的运动和主轴转速。通过LED数码管显示工作台的运行位置,行程范围为10米,精确到0.000001米,所以X,Y,Z各用了8个LED数码管采用动态显示。主轴转速用8个LED数码管采用动态显示。键盘上共有9个按键,可控制工作台三轴运动、主轴转速、照明设备及冷却液、润滑油装置。
3.4光电编码器
光电编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成脉冲或数字量的传感器。这是目前应用最多的传感器,光电编码器是由光栅盘和光电检测装置组成。光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号,通过计算每秒光电编码器输出脉冲的个数就能反映当前电动机的转速。此外,为判断旋转方向,码盘还可提供相位相差90的两路脉冲信号。编码盘将脉冲信号发送给MAX202,MAX202将信号反馈给51单片机,单片机再将电机的转速通过LED数码管显示出来。
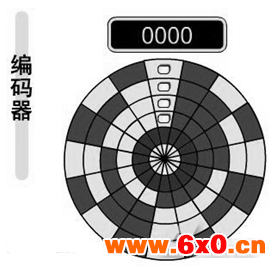
图4编码器示意图
3.5报警装置
如果任一工作台X和Y二个方向移到轨道的边缘话,通过一个或门,将P1.4口置位,就越界报警,同时停止工作,蜂鸣器发出声音,警示灯亮。
3.6电源电路
本次设计需要提供两个不同电压的电源分别为+5v和+24v
1、+5v的电源电路设计分析
电路接220v的交流电,用整流加滤波加线性稳压器7805稳压的方式获得5V直流电压,这样的话,变压器次级电压应该是7V,7V正弦波交流电压的峰值是9.8V左右,经过桥式整流损失两个整流二极管PN结压降后是7.8V左右,而7805对于工作电压的要求是必须大于7V,7.8V正好留有一点余地,通过7805芯片稳压,最后输出需要的+5v稳定电压。如图5所示为+5V供电电源电路图。
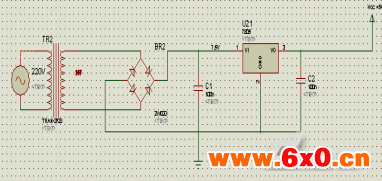
图5 +5V供电电源电路图
2、+24v电源电路设计分析
电路接220v的交流电,用整流加滤波的方法获得+24v直流电压,因为此电压是用来驱动电机的对电压的稳定性要求不高,故不需要加线性稳压器,通过变压器降压次级电压变为26v,经过桥式整流损失两个整流二极管PN结压降后是24v,滤波获得24v电压输出。如图6所示为+24V供电电源电路图。

图6 +24V供电电源电路图
4、软件设计与实现
根据总电路图的硬件结构和加工指令格式,以直线圆弧插补计算方法来设计控制程序。整个控制程序由主程序、T0中断程序和外部/INTO中断程序组成。
4.1主程序
主程序首先执行系统初始化工作,开启照明设备,然后循环扫描键盘,如果键盘上有键入命令则做相应的命令处理,如果键入启动命令,则做好运行前准备工作以及有关指针和标志初始化。对中断系统初始化,T0向CPU请求中断,使CPU执行部件加工程序,允许外部中断,在人工干预按下急停键时停止加工部件。接着循环查询加工结束标志,加工结束后又等待键命令或主机命令。
4.2T0中断服务程序
T0中断服务程序的功能是执行加工程序,一条指令执行完再取新的加工指令,直到遇到停机时关中断,置位结束标志。在加工指令执行过程中,根据线型做直线圆弧的插补计算。
4.3紧急停止
急停开关是属于主令控制电器的一种,当机器处于危险状态时,通过急停开关切断电源,停止设备运转,达到保护人身和设备的安全。本次设计将急停开关与主电源相连,按下后切断主电源,机器停止工作。
4.4步进电机的位置控制
步进电动机的位置控制需要两个参数:
第一个参数是步进电动机控制的执行机构当前的位置参数,叫绝对位置。它是有极限的,其极限是执行机构运行位置的距离,超越了这个极限就报警。
第二个参数是从当前位置移动到目标位置的距离,我么可以用折算的方式将这个距离折算成步进电动机的步数。这个参数是外界通过键盘输入的。
对步进电动机位置控制的一般作法是:步进电动机每走一步,步数减1,如果没有失步存在,当执行机构到达目标位置时,步数正好减到0。因此,用步数等于0来判断否移动到目标位,作为步进电动机停止运行的信号绝对位置参数可作为人机对话的显示参数。它与步进电动机的转向有关,当步进电动机正转时,步进电动机煤走一步,绝对位置加1;当步进电动机反转时,绝对位置随每次步进减1。
如图7所示为主控程序流程图。
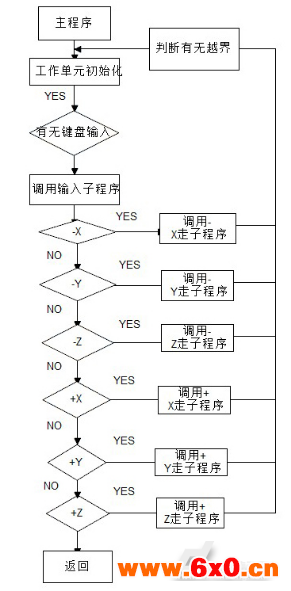
图7 主控程序流程图
5、结论
本文以AT89S51为控制核心的数控铣床控制系统。通过键盘控制工作台沿-X,+X,-Y,+Y,-Z,+Z方向的移动,照明设备的开启及主轴转速的控制,读取EPROM程序指令。通过串口能够实现与PC的通讯。当冷却液或润滑油供应不足时有自动报警机制。通过LED数码显示器可实时得显示X,Y,Z坐标及主轴转速。
更多资讯请关注机床频道








 QQ交流群
QQ交流群

