


在家具制造行业中,家具板材的打磨和砂光是其成型的重要工序。有时碰上复杂的异形板材,这时就要用到砂光机了。
砂光机是一种利用砂带、砂纸砂光工件表面的木工机床,主要用于人造板及木制品等零件的精加工,它能保证加工板材的质量,提高生产效率,更为重要的是砂光机能够避免粉尘对工人的伤害。

砂光机传动部分主要由砂带电机与输送电机组成,其中传动电机通过变频器控制,系统由触摸屏、PLC和变频器组成,传动速度和启动命令均在触摸屏中设定,变频器调速信号由PLC根据要求输出0~10V模拟信号,从而控制输送带电机转速。人机界面供使用者设定需要砂光量等复杂工艺。

本期我们主要介绍的是四方PLC、变频器和触摸屏在佛山某设备厂家异形砂光机控制系统上的应用。
系统方案
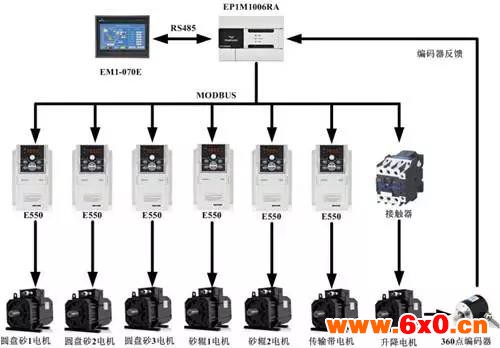
系统主要由HMI、EP1系列PLC、六台E550变频器和电机编码器组成。机床由圆盘砂1、圆盘砂2、圆盘砂3、毛砂辊砂1、毛砂辊砂2五个工位构成,每个工位可单独控制,通过MODBUS通讯协议实现无极调速,五个工位也可根据现场需要任意组合工作;压料部分由PLC通过采集编码器信号精确控制下压高度,下压位置精度可达0.1mm;送料部分由E550变频器对传送带进行调速,保证送料机构稳定可靠。
工艺要求
1.六台变频器通过RS485与PLC通讯,要求1S启停;
2.五个工位可单独控制,自动手动切换方便;
3.主升降电机运行位置精度要求0.1mm;
4.各个工位运行速度随时调节;
5.系统自动化程度高,运行稳定、可靠。
控制流程
触摸屏可快速设置整机运行参数,通过RS485协议传输给PLC,PLC通过MODBUS标准协议发送相应指令给变频器,进而控制各工位电机稳定、高效运行。同时变频器的运行信息也通过MODBUS协议反馈给PLC,PLC再将这些信息传输给触摸屏,可更直观地了解整机状态及报警信息。压梁机构部分由PLC通过接触器控制升降电机升降,同时接收编码器反馈信号确定升降机构位置,进而精确控制压梁高度。


方案优势
-系统响应速度快,抗干扰能力强;
-压料位置精确,提高工件的尺寸精度、砂光精度
-系统结构简单,砂光工艺可自动化调整,操作和维护极为简便
-采用标准MODBUS通信,系统集成度高
-加减速迅速、平稳,减轻机械磨损









 QQ交流群
QQ交流群

