

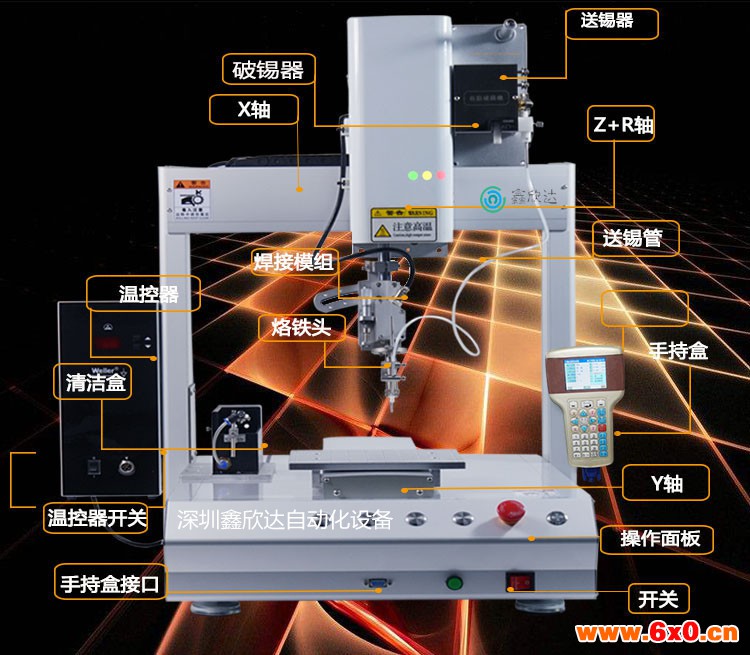
烙铁头是烙铁全自动加锡点焊机重要构成部分,也是影响焊锡质量至关重要的零部件,同时也是易损件,可以说是整个烙铁焊锡机中最脆弱的部分,属于消耗品。所以烙铁头虽小,如果不选择正确烙铁头并好好照顾它,会大大影响产线的生产效率和生产品质。
一、烙铁头结构
一支合格的烙铁头,是有铜、铁、镍、鉻、锡五种金属材料组成的,从下料生产到能实际使用,要经过十道工序。是的,你没看错,看似普通的烙铁头,居然要经过这么多道的工序。
材料组成:
1、核心材料:无氧铜
2、镀层:
A、镀纯铁
B、镀硬铬:防止烙铁头沾锡
C、黑色镀铬:抗氧化
二、烙铁头使用常见问题
1、氧化
烙铁头的上锡面暴露在空气中在表面的形成氧化层,导致烙铁头表面无法上锡。
2、磨损
烙铁头边缘不完整、出现缺陷。烙铁头出现孔洞、穿孔现象。
3、助焊剂腐蚀
烙铁头使用一段时间之后,锡丝中的助焊剂对烙铁头上锡面造成受损。
三、烙铁头使用及保养
1、第一次加热
温度不要太高,用锡覆在烙铁头上,然后用清洁海绵擦拭干净,以便去除包在上面的氧化物,最后把烙铁温度调至所需使用温度进行使用。目的是防止其在高温下被氧化。
2、进行焊接工作前
先把清洁海绵湿水,再挤干多余水份。这样才可以使烙铁头得到好的清洁效果。如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡。
3、选择适当的温度
1)过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
2)在能够工作的情况下,尽量使用低温焊接,高温会使烙铁头加速氧化,降低
3)烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是380°C的两倍。
4)一般建议使用温度350~380度。1.5mm以下小焊点350~360度,2.5mm以上,大焊点370~380度。
4、勿施压过大
在焊接时,请勿施压过大,否则会使烙铁头受损变形。只要烙铁头能充份接触焊点,热量就可以传递。
5、经常保持烙铁头上锡
这可以减低烙铁头的氧化机会,使烙铁头更耐用。使用后,应待烙铁头温度稍为降低后才加上新焊锡,使镀锡层有更佳的防氧化效果。
6、保持烙铁头清洁
如果烙铁头上有黑色氧化物,烙铁头就可能会不上锡,此时必须立即进行清理。清理时先把烙铁头温度调到约250°C,再用清洁海绵清洁烙铁头,然后再上锡。不断重复动作,直到把氧化物清理为止。
7、选用腐蚀性低的助焊剂
腐蚀性强的助焊剂在受热时会加速腐蚀烙铁头,所以应选用低腐蚀性的助焊剂。
8、焊接结束后
如不使用,应关闭电源,将烙铁头在清洁海绵上擦拭干净,然后上一层新的锡层,再次使用之前,还是将烙铁头在清洁海绵上擦拭干净,然后上一层新锡。
9、选择合适的烙铁头
选择正确的烙铁头尺寸和形状是非常重要的,选择合适的烙铁头能使工作更有效率及增加烙铁头之耐用程度。选择错误的烙铁头会影响焊铁不能发挥高效率,焊接质量也会因此而减低。
四、烙铁头的选择
一个合格的烙铁头必需具有高的热传导率,有良好的上锡能力,并保证焊点均匀。要达到上述要求除了采用新材料替代烙铁头外就必须是在铜基体上经特殊表面处理,处理不当就造成热传导率低或不易上锡和焊接,或使用寿命极短。可从以下三点来选择:
1、高储热
初学焊接的朋友可能会想当然的去选择尖的烙铁头,认为尖的那种烙铁头焊接小的元件会方便,别的烙铁头操作面那么大,怕焊不好元件。这种想法实际上是错误的,对于烙铁头的选择,最重要的是要热存储量大。
业内的烙铁头,铜基体上经特殊表面处理,前段短而粗方便于热量的储存和快速传递,加厚的镀层可大量储存热量。
发热芯和温度传感器直插入到烙铁头前端,接近焊点,可以快速侦测温度的变化并提供快捷的热量补给,热量损耗极少。
有效应用于无铅焊接和大吸热量基板焊接。
2、加热方式
烙铁头的主要用途是焊接,而焊接的直接影响因素是温度的相对稳定和热量的持续供给,目前主流的两种方式如下:
内热式有足够热量实现拉焊
内加热方式
烙铁头发热芯内置于烙铁头内部,产生的热量会全部吸收到烙铁头的铜质部分中去,热量损耗极少,导热率高及热量利用率极高。不需要太大的功率,也能提供非常强的热量供给。
外加热方式
烙铁头插在发热芯内部,加热器产生的一部分热能量被吸收到烙铁头上,而另一部分则会流失。必需要扩大加热器的功率获得性能相等的热量。
过大的功率一方面增加温度稳定控制的难度,而且过大的消耗导致发热芯和烙铁头的寿命减短。
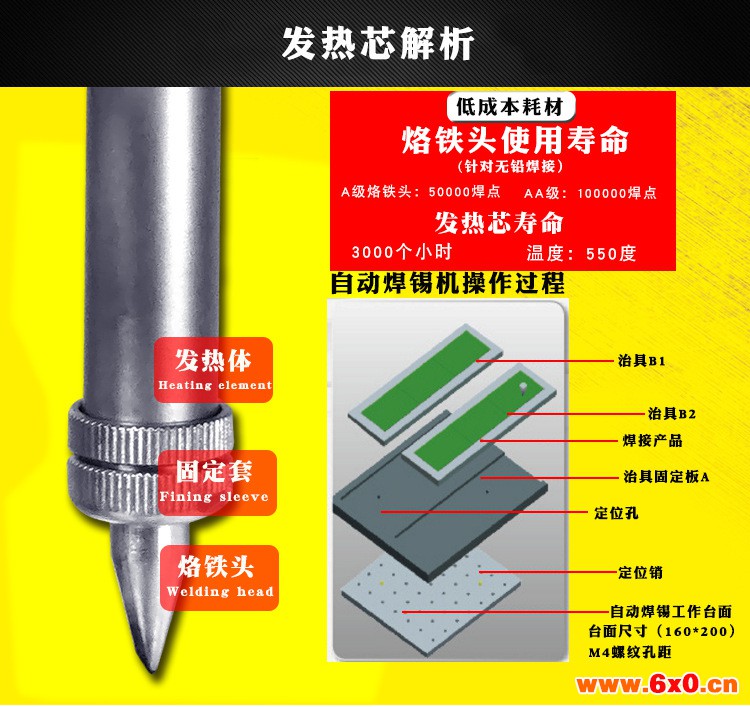
3、烙铁头寿命
烙铁头的寿命是根据焊点次数来决定的,烙铁头镀层的厚度很大程度上决定了烙铁头的使用寿命,镀层越厚,烙铁头的寿命也越长。而镀层加厚又会导致热量传导受阻,出现焊接不良。
这是烙铁焊锡机业内的一大难点,一般情况下结合前面两点优势的内热式烙铁组合可以在烙铁头镀层加厚的情况下,保证热量充足。








 QQ交流群
QQ交流群

