

电机都有振动噪音隐患,但电驱动电机更加突出。这一方面是因为要求更严格了,因为电机的振动很容易通过传递引起减速器、车架等部件的二次振动和耦合振动;另一方面电动汽车应用的工况特点也对电机产生了较大的约束,这些约束会恶化振动噪音问题。比如说高磁密问题和集中绕组问题。
电驱动电机的在性能上追求高功率密度、高转矩密度,在经济上又强调低成本。这导致了设计气隙逐步减小,气隙磁密逐步提高。最终高磁密的问题会反映到电机的噪音和振动水平上。
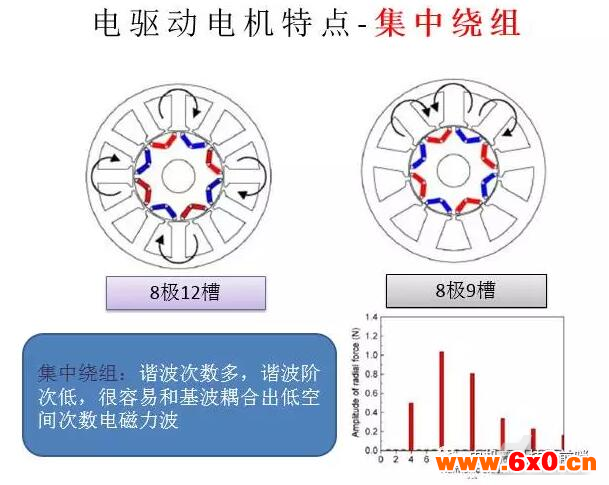
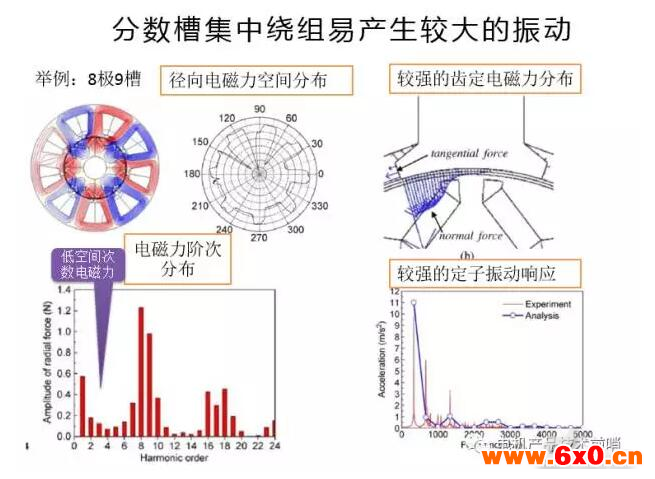
最近几年在低速车微型车领域,出现了许多集中绕组式的电机。集中绕组就是近槽极比配合,绕组跨距为1的电机。这种设计一方面是因为绕组端部小,能减少用铜量,另一方面是为了迎合大规模自动化生产的需要,集中绕组能够直接自动绕线,生产效率极高。但集中绕组却带来了很大的振动噪音挑战。这是因为集中绕组的分数槽结构,产生了大量低阶齿谐波,这些谐波容易和基波相互配对产生低空间次数的电磁力波。而低空间次数电磁力容易在机壳和定子上激励出较大的振动响应,并伴随作噪音问题。
随着对续航里程的要求提高,电动汽车的轻量化趋势明显,一方面电机本体的机壳和定子的厚度再降低,另一方面减速器、车桥、车架的质量也在下降。这导致了无论是本体还是系统的刚度都在下降,相同的电磁力激励会产生更大的振动响应,还可能会引起更大的噪音。
如何分析振动噪音问题?
欲解决振动噪音问题,必先解决如何分析问题。这里就有很多方法和流派,总的来说可以归纳为:自上而下和自下而上两种方法。
自下而上是经验派的主要工作方法,解决的套路和破案差不多,先到案发现场收集证据,然后分析可能的嫌疑对象,针对嫌疑对象进行调查,然后给出假设逻辑链和证据链。一旦锁定了目标,就做出针对性的修改,重新做一台电机来检验假想是否正确,如果正确了,问题解决,否则推倒重来。
自上而下是学院派的主要工作方法,学院派相信理论,相信方法论,在设计时就通过模型技术分析出了可能的故障特征,如果有问题及时更改设计。如果实测时发现了未预料到的故障特征,也会通过改善模型精度和计算方法来逐步逼近问题。
在实际工作中,我们应该做集大成者,这两种方法要结合起来用,相互配合,从长远来看,应该以学院派为主,经验派为辅助。下面我着重介绍自上而下的分析过程:
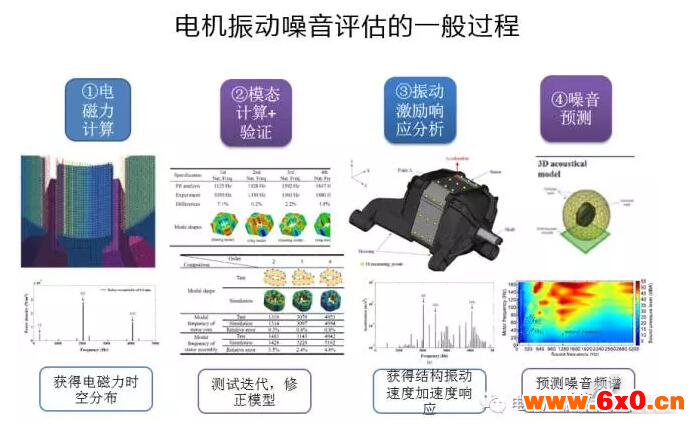
第一步:电磁力计算,一般需要计算出两类电磁力。一类是定子齿顶上每个单元的电磁力,以便后续的结构分析用,这是一种实时的分布力。另外一种是气隙中的电磁力波,即电磁力的波函数,它是用来分析电磁力可能产生的原因。简单的说:前面一种电磁力是用来模型计算用,后面一种电磁力是用来逆向分析用,它们是源同而表达方式不同。
第二步:模态计算和验证。模态计算的精度受约束条件、浸漆、绕组等因素的制约,不太容易一次获得精确解。因此需要通过实际检测的结果来修正各种约束和阻尼的设置。模态的实测方法一般为锤击法。模态分析即是为了修正模型,又可以用来预测共振的风险。
第三步:振动响应分析,计算第一步的电磁力施加在第二步的模型上,机壳、定子的瞬态响应。获得关注点的加速度和速度振动的幅值和相位。
第四步:噪音分析和预测,通过声学分析软件,计算球面噪音的频率分布和分贝。
如何解决振动噪音问题?
关于这一点,各家都有各家的手段。有的侧重通过工艺来解决问题,有的侧重电机本体设计,有的侧重从控制器角度来解决问题,更有集大成者采用综合性策略。
从工艺路线解决,是一种被动解决方案。常用的手段是,改善浸漆质量比如通过二次浸漆提高挂漆量和浸透深度。类似的方法还有改善铁芯叠压质量,降低齿定的弹片量、改善绕组端部长度和绑扎质量等等。这些手段的本质是提高结构系统的刚度和阻尼,从而减弱振动的幅值。
从本体设计路线解决,是一种本质性解决方案,主要的思想是从振动发生的源头出发,能减弱电磁力就减弱电磁力,减弱不了就让问题电磁力的频率避开结构体的固有频率。相应的手段有槽极比选择,它可以明显改变电磁力的频率分布;提高气隙均匀度,能控制电磁力成分,不均匀的气隙会导致额外的谐波并产生额外的电磁力。除此之外还有许多方法,不一一例举。
控制路线解决,在电机本体问题无法排除的情况下,还可以发挥控制器的主观能动性,硬件不行就软件补。常用的方法是谐波管理。它可以从正反两面来解决问题,举个例子:如果已经明确分析出5次电枢谐波是导致振动噪音的主要源头,那么控制时就对5次谐波作单独抑制,从而减弱噪音。如果反过来发现主要噪音是1阶齿谐波引起的,而5次电枢谐波刚好能够抵消掉1阶齿谐波产生的电磁力,那么我们就主动注入5次电枢谐波,就好比以毒攻毒。在国外,从控制侧解决振动噪音问题成为研究热点,因为这种方法机动灵活,不需要增加成本。
下面我先举三个国外学者从电机本体解决问题的方法,以便打开思路,启发灵感。
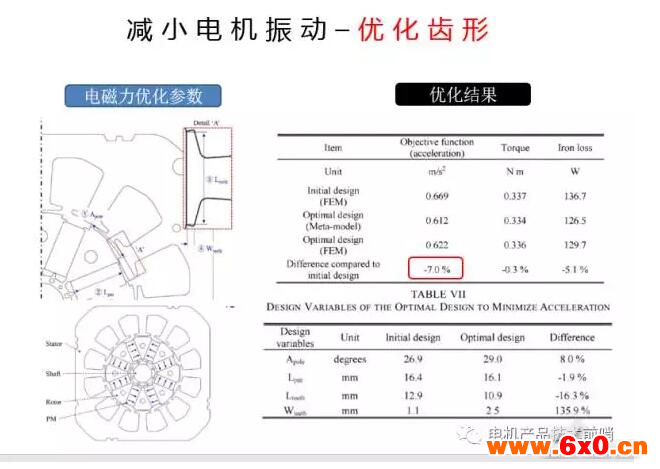
第一个例子是针对集中绕组的齿槽谐波引起的噪音的。有人对定子齿作了如下图的修形处理,将圆弧面修成平面。并以齿顶宽和齿顶高作为可变参数,作了参数化计算。最后优化的结果是能将电机的振动降低7%。
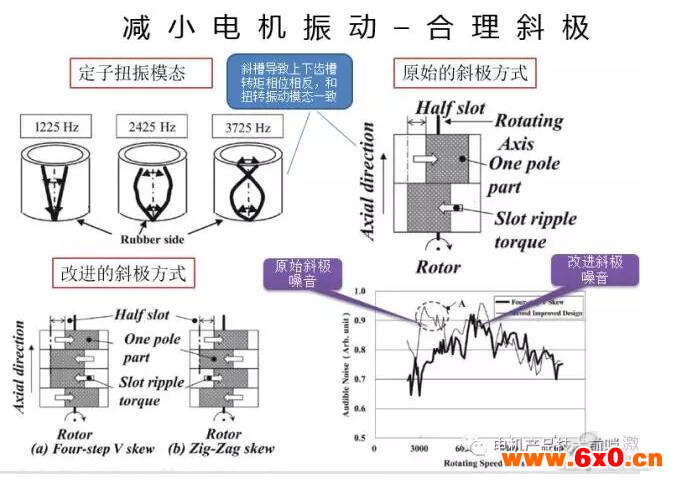
第二个例子是关于扭振和斜极的。这位前辈第一款电机将转子分成两段,两段间斜了半个槽。这样达到了降低转矩脉动,车辆在启动过程中更平稳,但发现电机在3000-4000HZ的噪音特别大。问题出在扭转共振上,该电机定子的第三阶扭转模态频率在3725HZ,振形为上下反向拉伸,上下的相位刚好相反。而两段式斜极导致上下两段的齿槽转矩相位也是相反的。这样就和振型就高度一致了,在某个转速下必然导致扭转共振现象。解决的方法就是改进斜极方式,如下图两种新的斜极方式,实测下来噪音改善效果都很明显。
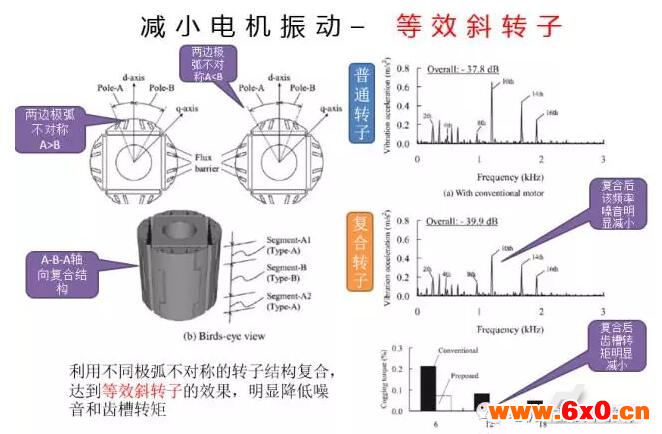
第三个例子利用转子不对称修形和复合达到类似斜极的效果。如下图所示,有两种转子冲片,A冲片左极弧小于右极弧,B冲片则刚好相反。两种冲片通过A-B-A的方式复合成一个转子,实测后效果很好。不但明显降低了1000-2000HZ噪音,齿槽转矩也有相当比例的下降。
再举两个通过控制侧解决噪音问题的方法:
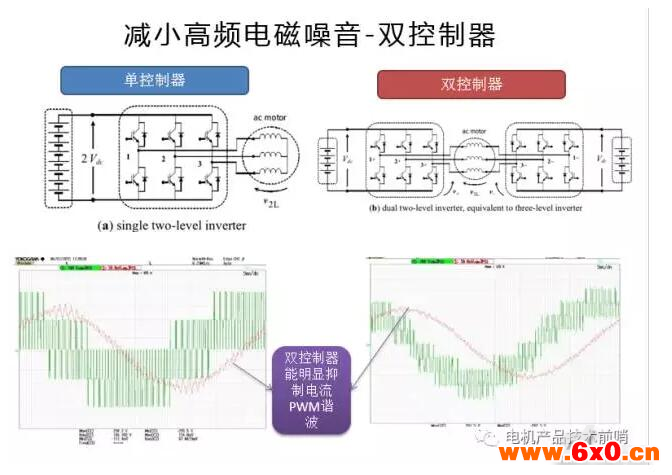
第一种方法是利用双控制器,降低高频电磁噪音。如下图所示,通过双控制器能明显抑制电机电流的PWM谐波。达到降噪的效果。
另外一种观点思路比较新颖,有位前辈发现电机的主要振动模态是4阶,而引起该阶振动的电磁力,受交直轴电流影响非常大。他作了仿真和试验,发现不但电动状态和发电状态振动不一致,即便在电动状态的第二相限(Id为负,Iq为正),不同的Id和Iq分配,振动大小也不一样。因此他提出一种观点,就是在电机和控制器耦合设计时,应以优化电磁力为目标,优化电机参数和控制策略,使得电流分配达到最佳噪音效果。但目前还没有看到实际的产品应用。

为什么要做集大成者
在处理电机振动噪音问题上,我们自然的分成两个流派。工程派们喜欢从噪音振动的经验感觉出发去解决问题,学院派喜欢从理论模型出发来分析问题。两种方法各有优劣。工程派的缺点显而易见:
其一:工程派的方法过于依赖经验,这种经验只能通过自己体验或者老司机们的言传身教才能获得,不利于继承发扬。
其二:很多问题是同源异表,或者异源同表,病症不同而病因相同,或者病因相同病症却不同,完全靠经验很难区分。
学院派们的理论模型分析法也有很多缺点:
其一,理论分析往往从稳态理想状态出发,比如恒转速,恒转矩等,而现实中振动噪音很多是在加速、调速等瞬态过程中发生的,分析结果很难直接应用。
其二,电机的理论振源有很多,有很多可能性会导致异常振动噪音,有可能是转子偏心引起的,也有可能是槽极配合不当。分析一个过程耗时耗力,很难把各种可能性全部遍历。
问题倒逼思考,困难促进成长。在现实需求面前,很多前辈惊才绝艳,修炼成了集两家之长的武功,成了能够综合运用的集大成者。接下来介绍一位绝顶高手解决问题的招式和套路。
黑盒白盒法
在面对电动汽车振动噪音问题时,这位前辈创造了一套新颖的招法。虽然理论不是首创,但在电动汽车上的应用足以让我辈望其项背。这套方法叫黑盒白盒法。
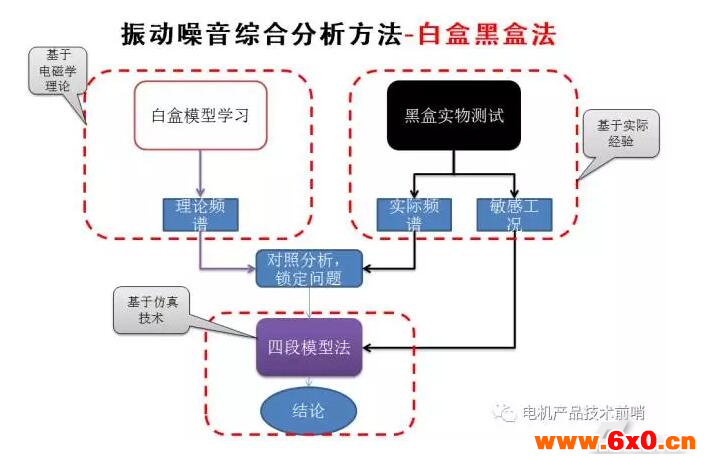
所谓“黑盒”就是“黑盒测试”的黑盒,将电机作为一个内部不可知的对象,不考虑电机内部是怎么构成的,只关注电机的外特性。所谓“白盒”和“黑盒”相反,电机对我们是完全开放透明的,我们能够明确知道电机的理论结构和特性。黑盒白盒法由三大步构成:
第一步白盒模型学习。获得两个东西:1电机的主要电磁力的理论频谱;2这些频谱背后的构成成分,这些成分可以是第一阶齿槽谐波或者第3次永磁谐波;
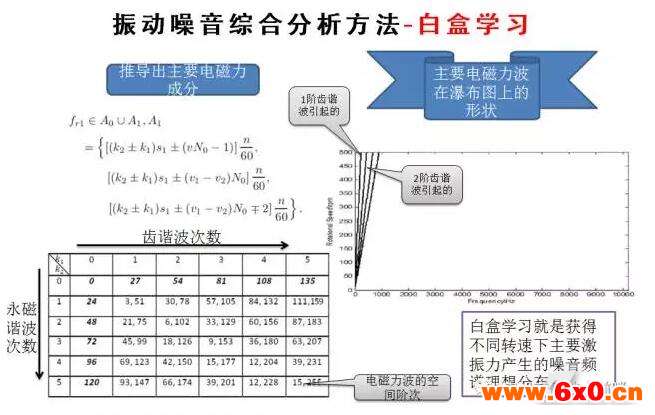
白盒学习关键在于分析清楚各阶谐波构成了哪些电磁力波,哪些电磁力波是主要,哪些电磁力波是次要的,一般空间次数小,幅值大的力波是主要矛盾。然后将这些力波的频率随转速变化特性计算出来,画在瀑布图上(纵坐标是转速,横坐标是频率),它是一条斜线,频率随速度变化而线性增长。
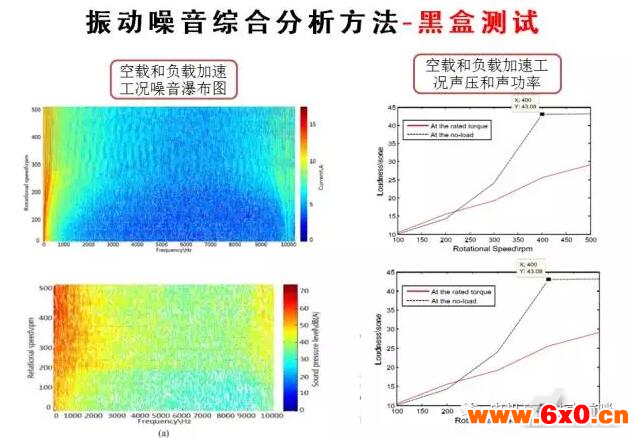
第二步黑盒实物测试。这位前辈构建了一个电机测试平台,能够测试出恒速和加速过程中的电机振动和噪音数据。这个测试平台是一个对拖测试平台,一台作为电动机运行,一台作为发动机运行,可以模拟汽车运行中各种工况。

黑盒测试主要获得两样东西:1实际噪音频谱(包括噪音瀑布图);2总体声压和声功率随速度变化曲线;
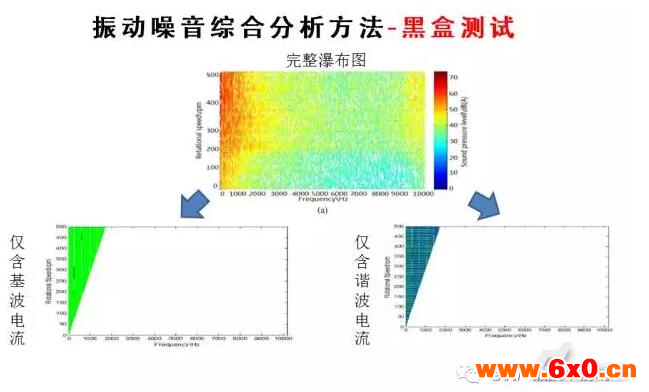
通过黑盒瀑布图和白盒瀑布图的对分析发现:除了理论噪音频谱外,还有更丰富的噪音频谱特征。这些噪音频谱大都是基波电流之外的电流谐波产生的。这位前辈将复杂的噪音频谱分解成了若干独立成分。
分解噪音的成分来源,需要依据工程师的实际经验,判断出哪些是基波噪音,哪些是谐波噪音,哪些是机械噪音。通过测试还发现噪音最强的状态是空载400rpm时,以此判断出将400rpm空载作为主要的分析工况。
第三步四步法模型分析。就是分析在400rpm空载状态下电磁力以及振动响应和噪音分布。以此来找出异常噪音的来源。
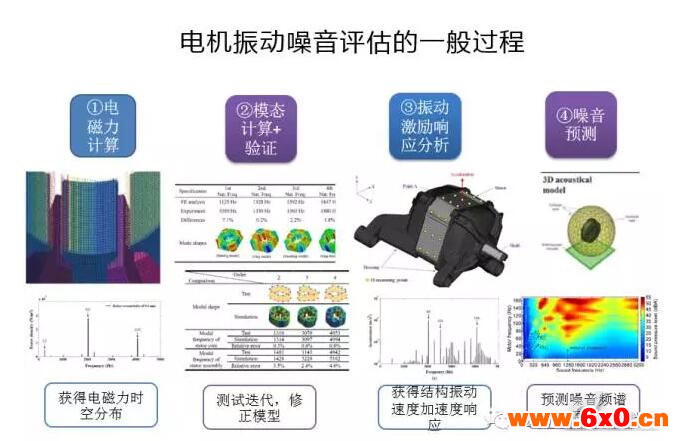
电机振动噪音评估的一般过程如上图所示。下面结合实际案例具体说说每一步是如何实施的。
一:电磁力的计算,一般有两种方法获得电磁力,其中一种是集中电磁力法一种是节点电磁力法,各有优劣。

集中电磁力计算的过程如下:先计算气隙磁密,然后通过公式计算气隙中的电磁力,累积计算多个时间,即可获得完整的电磁力时空分布。然后将电磁力映射到我们需要研究的结构体上,可以是定子齿,也可以是转子磁钢,转子每极的表面。集中电磁力计算一般是手动进行,所以选择的对象一般较粗大。(比如一个齿为一个对象。)
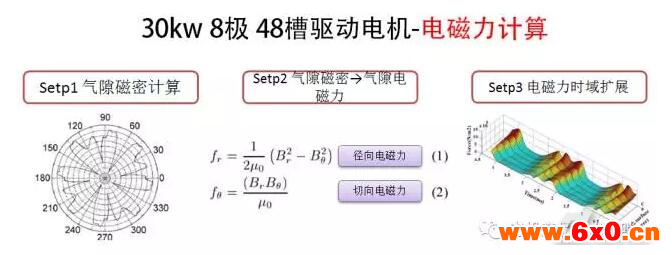
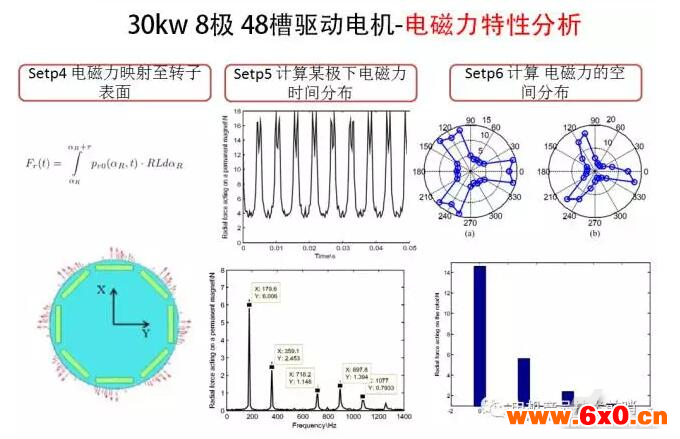
这个例子中研究对象选择了每一极的转子表面,计算出了每个极表面的电磁力时间分布。然后针对每一极上可以作电磁力频谱分析,获得电磁力的频率分布特点。也可以分析某一个时刻下,所以极电磁力的大小,我们看到每个极的电磁力大小是不一样的,将所有极的电磁力作统一整体分析,可以获得电磁力波的空间分布。有了某个对象电磁力时间分布和空间分布,也就把这个电磁力完整的描述出来了,在后续的分析中就可以准确的施加。这也是集中分布力计算的优点。缺点就是需要较多的手动操作量。
分布电磁力的计算,是有有限元软件计算而成的,软件能够直接计算出每个网格内的电磁力,并且储存了所有步长下电磁力数据。如此可以方便的获得每个节点的电磁力时间分布。可以直接作为后续振动分析软件的激励源。优点是不需要手动计算,非常方便。但这要求结构分析软件和电磁分析软件的强耦合。另外一方面,不方便确定电磁力波的空间分布,不利于工程师判断电磁力的性质和来源。
二:模态计算和校正
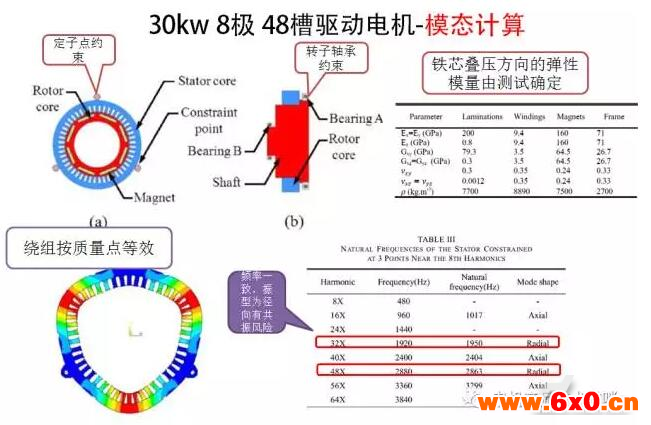
模态计算时需要注意定子铁芯轴向的弹性模量和泊松系数是不确定量,需要通过实验来求得,有位前辈给出了他的一组测试结论,在上图的右上角。如果发现模态的频率和振型(空间次数)和第一步中集中电磁力计算的频率和空间分布高度接近,那这种电磁力就非常危险。
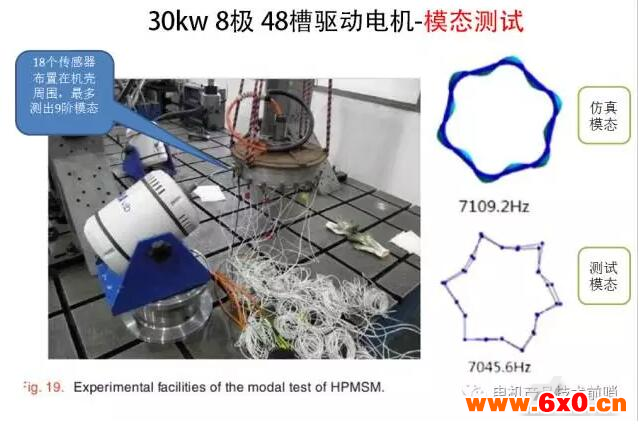
模态测试能够获得的阶次多少,取决于传感器的点的布置,点数越多阶次越多。通过模态测试不但能够获得固有频率还能够获得阻尼系数。
三:振动分析
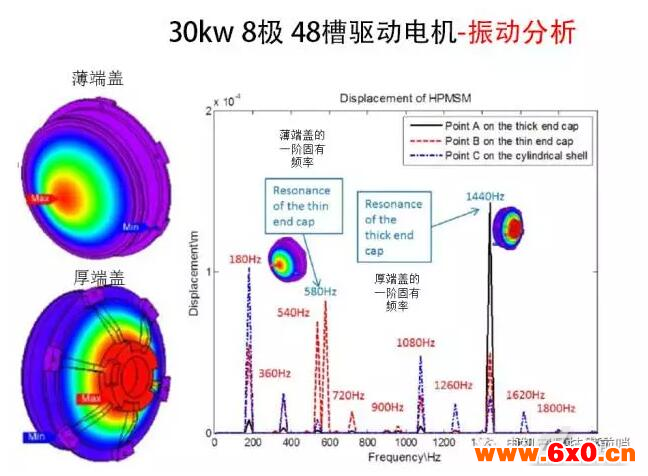
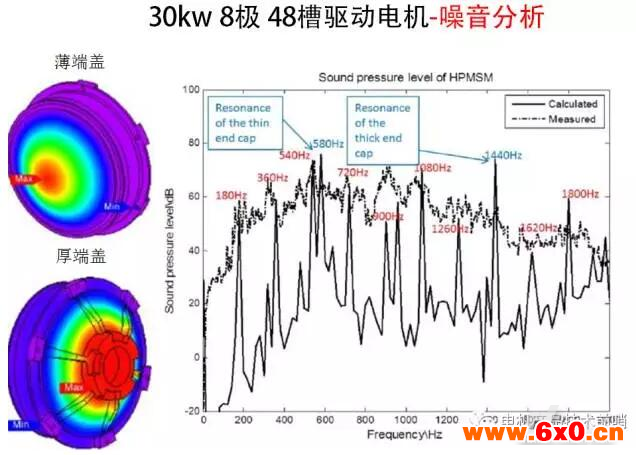
施加电磁力后,这位前辈通过振动分析,获取了机壳、薄端盖、厚端盖的振动数据,发现薄、厚端盖的一阶固有频率附近都有较大的振幅。判断出这是400rpm工况下异常噪音的主要振体。
四:噪音预测分析
通过噪音仿真计算和黑盒测试的噪音频谱分析作对比,发现两者有一个共同特征就是580HZ和1440HZ附件都有较强的振动频谱,这两个刚好是端盖的共振频率,以此进一步验证了前后端盖共振是异常噪音的故障原因。
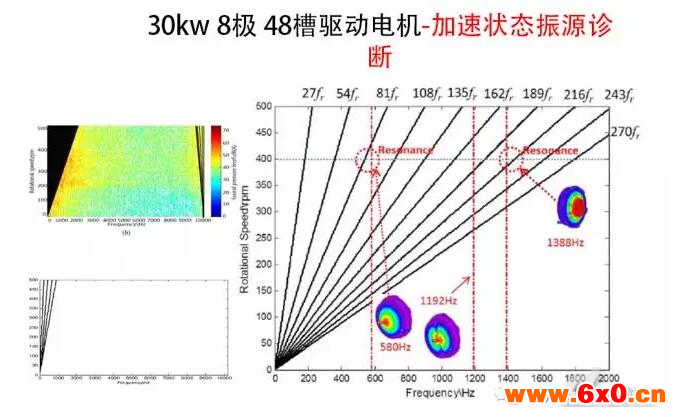
最后根据白盒和黑盒测试阶段画出的瀑布图,发现第3和第8阶力波在400rpm时分别和两个端盖的固有频率是重合的。而第3阶力波可以判断出是3阶齿谐波引起的,这就给出了问题的根源所在。
最后的改良方案
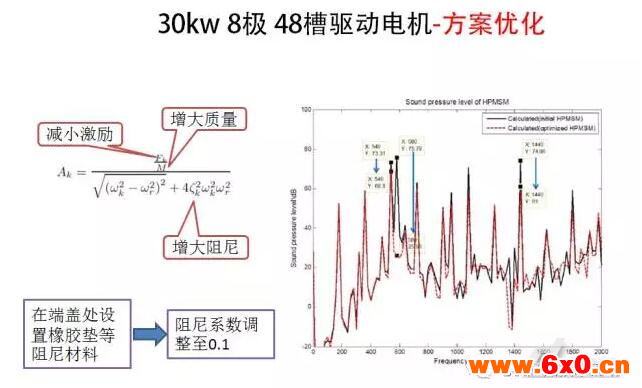
优化噪音,必先优化振动,根据振动幅值的计算公式,可以通过减小激振力、增大端盖质量、增大阻尼的方法来抑制振动幅值。最后这位前辈选择了增大阻尼的方法来优化,将整体噪音降低了9.72dB
结论
总结一下,白盒黑盒法实际上是一种理论分析--工况测试--模型仿真综合应用的一套组合拳。
通过白盒分析,我们了解了电机设计水平和特点,对电机可能的引起噪音的谐波有一个定性的把握。
通过黑盒测试,对电机在不同工况下的噪音特征有了完整的把握,能够锁定那些特别异常的工况。
通过模型仿真,我们能够精准的预测电机各部分的振动响应和噪音特征,并判断出哪些电磁力导致了这些异常振动。从而能够锁定优化对象,给出最佳的优化策略。
招式好学,内功难练。理论不精熟,基础不扎实,只不过是花拳绣腿。因此在开了眼界之后,还需要我们静下心来,在工作中应用琢磨,成为自己的东西。








 QQ交流群
QQ交流群

