

转子的精加工是指精车转子的外圆,是保证电机气隙准确性和电机性能的关键工序。该工序任何缺陷,最终体现为气隙不匀,以致对电机性能产生严重影响。今天小编重点探讨转子的精加工要求及如何提高工效。

转子的精加工要求
精车转子的关键要点。精车的要求是转子外圆与轴承位应同轴;转子外圆的尺寸精度和粗糙度均须符合图样规定;冲片不应有倒齿、铁心齿部不应有轴问倾斜。
精车转子一般都是在卧式车床上用精车刀进行车削,为了防止冲片倒齿,刀刃要选择较大前角,使车刀锋利。径向切削阻力减小。与精车定子铁心内圆一样,切削速度和吃刀深度均不能过大,走刀量不能大于单张冲片的厚度,以免应力过大,损伤冲片。
由于中小型异步电动机的转子大多数采用半闭口槽,转子导体是铸铝的,车削时,车刀交替地遇到坚硬的硅钢片和粘软的铝条,断续切削,刀具磨损较快,致使转子外圆的精车效率不高。刀具刃磨和调整都较频繁,成为自动加工线中的薄弱环节。
为保证转子铁心外圆的切削质量和提高生产率,已采用电机转子外圆切削专用车床和先进的硬质合金圆盘车刀进行精车。这种机床是高工效的自动车床,装有自动测量装置和自动补偿机构,在切削过程中进行自动测量,对于高速切削时的刀体热胀和刀刃磨损,可作出正负方向的补偿,从而保证工件尺寸的稳定性。

如何提高转子精加工效
图1所示为转子精车实例,采用硬质合金圆盘车刀。圆盘刀片1是用硬质合金制成的,外径为60~100毫米,刀刃的倾角为6°~7°。圆盘刀片用内六角螺钉3和压板4夹紧在刀体2上。刀体固定于心轴5上,心轴与刀体座7之间装有三只滚动轴承,使心轴在刀体座内能自由转动。依靠柄6将圆盘车刀装在刀架上。
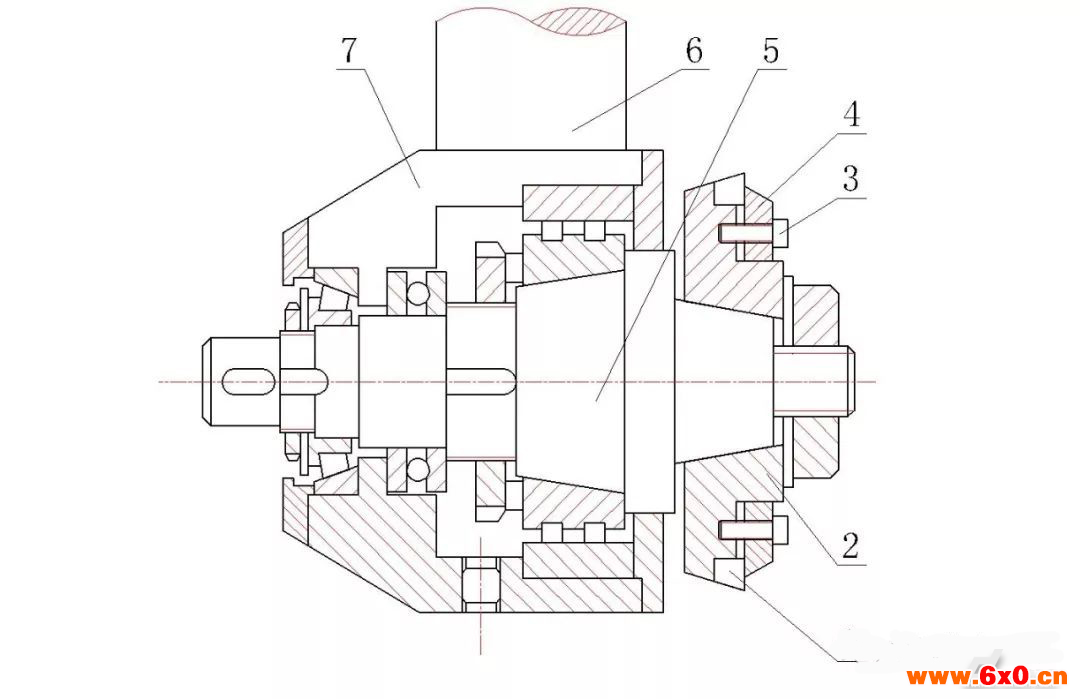
图1
圆盘车刀的刃口比普通车刀长几十倍,刀具磨损相应减小。而且刀刃是旋转的,有利于导散切削热,刀具的使用寿命比普通车刀高30倍以上。
圆盘车刀也可用于普通的转子精车车床上。如图2所示,加工时,用定位轴套9支承转子8的轴承位,以保证铁心外圆与轴承档的同轴度。刀具与工件之间要有一个倾斜角θ。
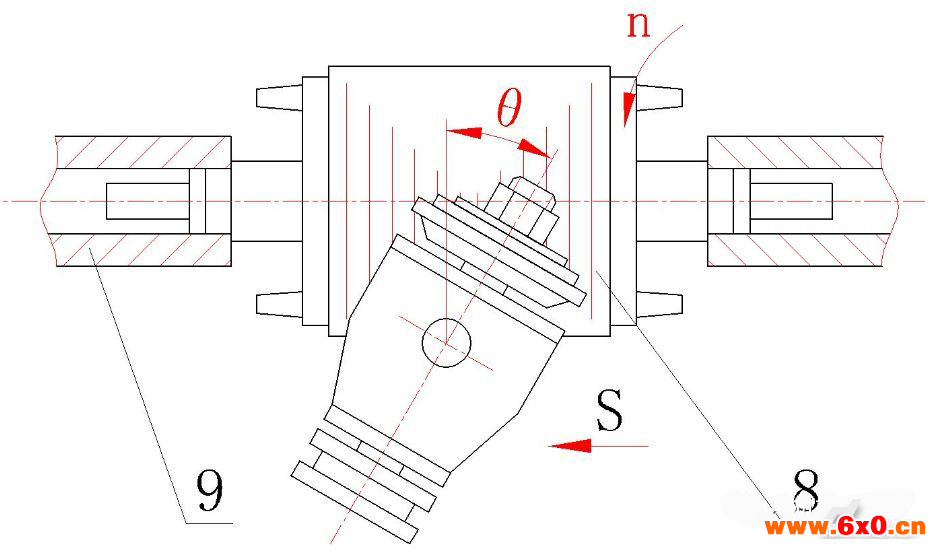
图2
这个角度的大小将影响刀具的受力状况、磨损速度和工件的粗糙度。当θ=0°时,刀具不能依靠工件带动旋转,局部刃口磨损较快;当θ=90°时,刀具与工件的线速度相同,无法切削。实践证明,最合适的倾斜角为18°~20°,此时刀具的线速度约为工件线速度的25~30%。
采用圆盘车刀精车转子铁心外圆时,只需一次走刀即可车出所需要的尺寸,其粗糙度不大于3.2。走刀量比普通车刀大4~10倍,切削速度可达250~300米/分,能提高生产率4倍以上。对于5号机座以下的电机转子,每车一个转子铁心外圆平均只需50秒。








 QQ交流群
QQ交流群

