

电机零部件中,端盖和机座两类零部件的孔要相对集中一些,包括过孔和螺孔两种。机座底脚孔涉及客户的安装,孔的大小和相对位置都非常关键,机座端面的孔涉及与端盖的安装。
就电机端盖而言,至少涉及2种孔,一种是与机座固定的过孔,这些孔一方面要保证彼此的分度符合要求,另一方面要保证与机座配合的对正问题,确保装配后美观漂亮;端盖上的另一种孔是与轴承盖的固定过孔,这些孔在保证自身周向分布的同时,还要保证其径向的位置要求,以及与其他孔的相对位置分布关系,这就会涉及一个钻孔的位置控制问题,如果采用多孔钻或复合钻模,只要钻模设计制作到位就一切OK,但是对于大型的端盖,采用复合钻模及多孔钻都不很现实;在选择分体钻模时,一定要兼顾彼此的基准关联关系,确保所有孔的位置关系符合要求。好了,一段视频过后,Ms.参与大家简单交流一下电机加工零部件的加工技术要求。
电机机加工零部件基本要求
●电机零部件的机械加工基本要求:(1)尺寸的准确度,即零部件的公差与配合。(2)零部件形状和位置的准确度,即零部件的形位公差。(3)表面粗糙度,即表征加工面的平整和光滑程度。(4)安装尺寸应符合相关产品标准对安装尺寸公差的要求,或客户的特殊要求等。
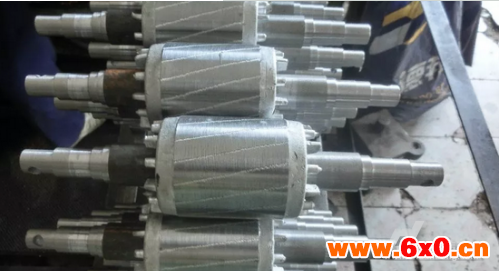
●转轴、转子加工关键:(1)转轴的铁心档直径、轴承档直径和粗糙度,转子铁心外径尺寸和粗糙度,两端轴承档间距,铁心外圆与转轴同轴度等均是加工关键。(2)转轴与铁心、风叶配合应有适当紧度,以确保电机运转过程转子铁心、风叶无松动、无窜动。此外,轴伸与键槽尺寸公差等应符合相关产品标准对安装尺寸公差的要求。
●端盖加工控制:(1)轴承室的尺寸公差、圆柱度与粗糙度;因为涉及与轴承的配合,这个尺寸控制非常关键。(2)止口的尺寸公差、圆柱度与粗糙度。止口高度及直径是与机座配合的关键尺寸,止口直径小可能会导致扫膛,止口浅可能会因配合长度不足导致装配不同心。(3)轴承室与止口的同轴度。不同心的直接后果是电机扫膛,乃至无法完成装配。(4)端面对止口轴心线的跳度。(5)止口端面至轴承室的深度。
●机座加工关键控制点:(1)符合图样标注的尺寸、位置和形状要求,其中两端止口与内圆的同轴度,机座两端面对止口轴心线的跳动是机座加工关键。内圆与铁心配合应有适当紧度,以确保电机运行过程定子铁心无松动、无窜动,并能较好地散热。此外,底脚平面应与轴心线平行。(2)底脚孔对机座中心线的距离应左右对称,且符合规定公差。也就是我们说的A、B、C尺寸及中心高。
声明:本文为转载类文章,如涉及版权问题,请及时联系我们删除(QQ:2737591964),不便之处,敬请谅解!








 QQ交流群
QQ交流群

