

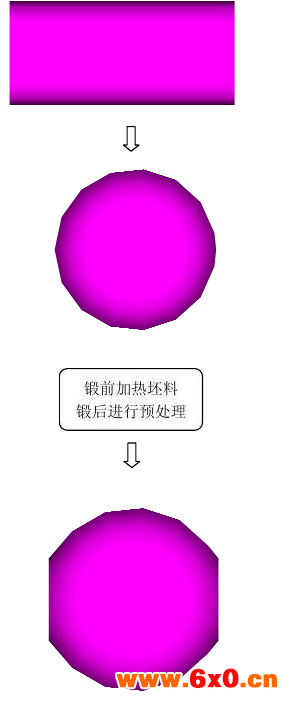
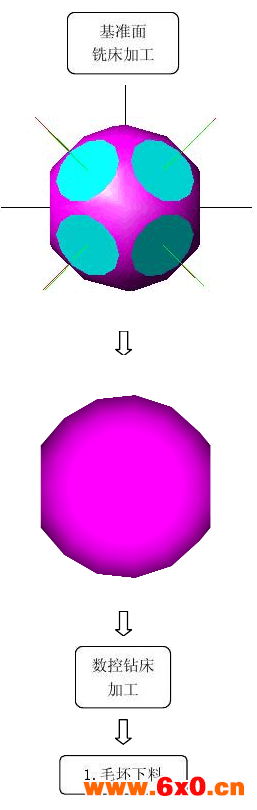
 1.毛坯下料 圆钢坯料 2.锻造成型 锻前加热坯料 锻后进行预处理 3.基准面加工 基准面 铣床加工 4.基准孔加工 数控钻床 加工 刻画螺孔 加工线 5.螺孔平面切削 6.螺孔加工 优质丝攻加 工螺栓孔
1.毛坯下料 圆钢坯料 2.锻造成型 锻前加热坯料 锻后进行预处理 3.基准面加工 基准面 铣床加工 4.基准孔加工 数控钻床 加工 刻画螺孔 加工线 5.螺孔平面切削 6.螺孔加工 优质丝攻加 工螺栓孔 
9、螺栓球任意螺孔之间的空间夹角角度误差控制在±10′之内(国家行业标准为±30′)。具体措施是:
毛坯球不圆度在1.0mm~2.0mm范围内。用卡钳、游标卡尺检查。
用分度头(最小刻度为2′)控制,用铣床加工螺栓球螺孔端面。 * 定期检查工装夹具精度,误差控制为±2′。 2、螺栓球螺孔端面至球心距离控制在±0.1mm之内(国家行业标准为±0.2mm)。具体措施是: * 毛坯球直径误差控制在+1.0mm~-0.5mm范围内。用卡钳、游标卡尺检查。 * 球的圆度误差控制为0.75mm(D≤120)和1.2mm(D>120)。用锻模的精度来控制。 * 采用专用工装,并定期检查工装精度。 保证螺栓球螺孔的加工精度,使螺纹公差符合国家标准《普通螺纹公差与配合》GB197-81中6H级精度的规定。具体措施是: 采用由上海工具厂生产的优质丝攻加工螺纹孔。 每枝丝攻的累计加工使用次数限定为200次,满200次即报废,确保丝攻的自身精度。 4) 成品球加工精度检验 用标准螺纹规(螺栓塞规)检查螺孔的螺纹加工精度和攻丝深度。 用万能角尺检查螺栓球任意两相邻螺孔轴线间夹角角度,检查数量为每种规格的成品球抽查5%,且不少于5只。 用万能试验机检测螺栓球螺纹孔与高强度螺栓配合轴向抗拉强度,检查数量为受力最不利的同规格的螺栓球,600只为一批(不足600只仍为一批计),每批取3只为一组随机抽检,一般检查成品球上的最大螺孔。 3、杆件制作施工方法及控制措施
⑵杆件加工制作流程 1.铣两侧端面
2.螺孔加工

高强度螺栓

封板

2、网架制作采用的材料 螺栓球节点网架杆件、锥头和套筒采用Q235钢等,螺栓球节点采用45#钢等。 3、螺栓球节点网架制作 3.1锥头制作 放样、下料后,毛坯经模锻成型,要求不得有过烧裂纹等缺陷,然后进行车加工成半成品件,其孔径允许偏差+0.5mm,锥头底板厚度允许偏差为+0.5mm,-0.2mm,锥头底板二面平行度不大于0.1mm。 3.2高强螺栓进货检验 高强螺栓及顶丝由专业定点厂家供货,要求其检测手段齐全,随货带有材质证明书与质量保证书。高强螺栓必须用硬度计、10倍放大镜或磁粉探伤逐根检验其表面度,严禁有裂纹或损伤。高强螺栓丝杆长度公差不大于1mm。螺纹长度为螺栓直径的1.1d以上,螺栓头直径公差为±1mm,键槽距螺栓头部底端距离公差为±0.5mm,要圆角过渡,螺栓直径公差为±0.5mm。 3.3杆件制作 3.3.1杆件制作工艺
3.3.2钢管杆件与锥头的焊缝应进行抗拉强度检验,其承载力检验系数应满足规范的要求。锥
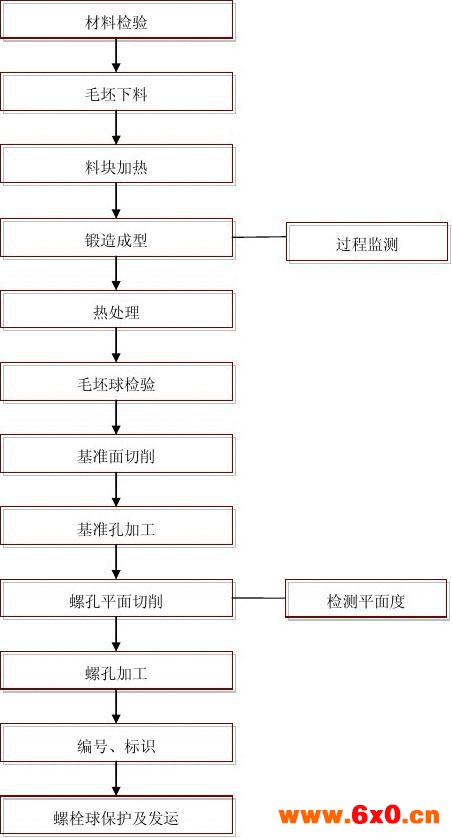
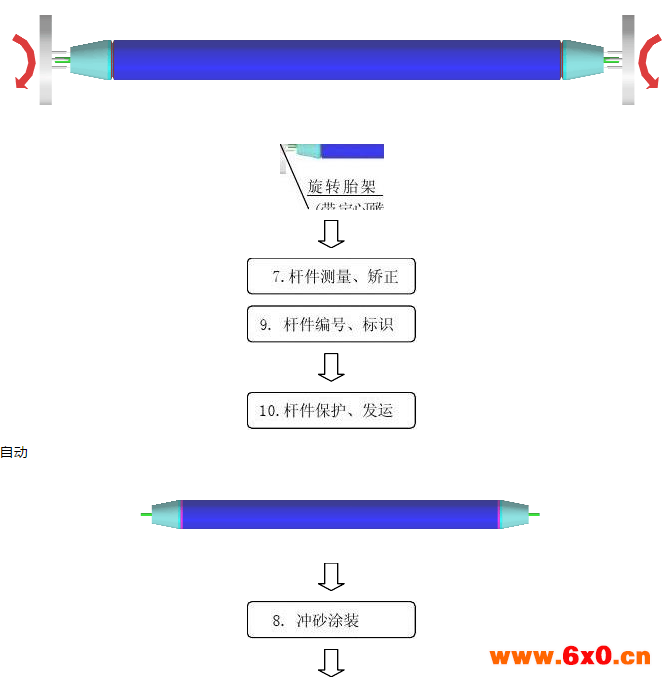
 螺栓球、杆件加工制作工艺流程图
螺栓球、杆件加工制作工艺流程图
 头或封板两断平行度允许偏差为0.5mm,止口与钢管线垂直允许偏差为0.5mm。杆件长度允许偏差为±1mm,杆件焊接收缩为0.5mm,高强螺栓直径与锥头、封板内孔径允许偏差为1.5mm。
头或封板两断平行度允许偏差为0.5mm,止口与钢管线垂直允许偏差为0.5mm。杆件长度允许偏差为±1mm,杆件焊接收缩为0.5mm,高强螺栓直径与锥头、封板内孔径允许偏差为1.5mm。 3.4螺栓球制作 3.4.1工艺流程
3.4.2毛坯球由定点厂供货,毛坯球进厂后,检查出厂合格证、试验报告,有怀疑时抽样复查。用10倍放大镜目测或用磁粉探伤方法,对其外观进行检查,严禁有过烧、裂纹及隐患现象。每种规格抽查5%,且不少于5个,一旦发现裂纹则应逐个检查。毛坯球直径允许偏差为±1mm,球的圆度偏差不大于2.5mm。 3.4.3球在车床上加工时先定基准螺孔,再加工其他螺孔的端面,用分度夹加工其他角度的螺孔。同一轴线上两螺孔端面平行度偏差不大于0.3mm,螺孔端面与球心距允许偏差±0.2mm,相邻两螺孔轴线间夹角允许偏差为±30度,螺孔端面与轴线的垂直度允许偏差为0.5%螺孔端面半径。 3.4.4成品球必须对最大的螺孔进行抗拉强度检验,以螺栓孔的螺纹被剪断时的荷载作为该螺栓球的极限承载力值,检验时螺栓拧入深入1d(d为螺栓的公称直径)。
相关推举:
螺栓加工工艺








 QQ交流群
QQ交流群

