

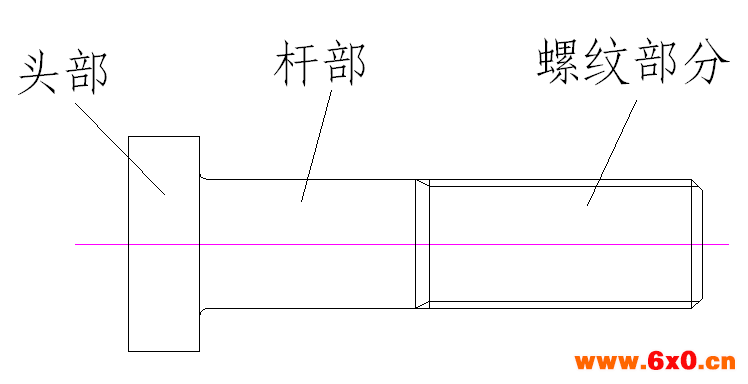
 下面我们简要介绍一下各部分的作用极其重点要素: 1. 头部 头部主要作用是在螺母与螺栓配合时施加一个反向力矩,保证螺母有足够拧紧力矩。形式种类较多,主要有方头、半圆头、六角头等形式。另外,一些非标准件高强度螺栓头部形式由设计者根据装配需要特别设计。 2. 杆部 杆部主要起导向作用,特别是导径螺栓,装配后承受一定的径向剪切力,要求与孔小间隙配合,对杆部外圆精度和粗糙度要求严格。一些装配后只承受轴向拉伸力的螺栓对杆部要求不是很严格,外圆尺寸公差较大。对高强度螺栓来说,杆部与头部接触部位要求一定圆角,避免承受较大拉力时该部位断裂,同时避免热处理冷却时产生裂纹,是加工重点注意要素。 3. 螺纹部分 螺纹部分是螺栓最主要部分,主要起连接紧固作用。可以分成有效螺纹部分,收尾部分(退刀部分)和螺纹末端三部分;螺纹三个主要要素:螺距、牙形半角和螺距,直接影响螺纹配合精度,也是加工重点注意要素。 二、高强度螺栓工艺分析 部形状特别设计的螺栓应根据具体形状具体分析选用毛坯,为避免增加头部加工工序,在技术要求允许的情况下建议选用锻件毛坯;头部最大被包容尺寸和杆部外圆尺寸相差较大或者整体长度尺寸较大的,为减少材料浪费和减少加工工时,建议选用锻件毛坯。 毛坯预留加工余量: 对于型钢类毛坯来说,预留加工余量主要指长度方向。一般情况下长度方向预留4mm余量即可,同时保证下料利用率(尽量保证K1≥93%),如果单件毛坯长度较小,可以考虑一坯料制多件零件,这时单件预留加工余量=机械加工切断刀宽度+1mm。 对于锻件毛坯来说,在技术要求允许的前提下头部形状最好直接锻打成型,头部内端面预留1.5mm余量。杆部外圆单边预留加工1.5mm余量,对于杆部细长的螺栓为避免热处理时变形较大,可以预留2mm余量,或者直接毛坯调质到要求硬度,但硬度不易过高,一般HRC32以下。锻件毛坯技术要求中规定表面缺陷层、头部与杆部同轴度要求,具体数值视产品要求而定,一般数值不大于0.3mm。锻后如无特殊要求,锻件应正火处理,降低硬度,适应后续机械加工。 ⑵头部成形加工 头部尺寸主要包括头部宽度尺寸、外被包容尺寸、内外端面倒角,在普通车床上加工即可完成。一些高强度螺栓内端面与杆部中心线有端面跳动和垂直度要求,一般0.04~0.10mm之间,这时粗加工时头部宽度一般预留0.2mm的加工余量,精加工杆部外圆时选用精度较高机床依靠机床本身精度来保证头部内端面形位公差的要求。为保证高强度螺栓抗拉强度,内端面处要求倒角R,数值一般R1±0.2。 2.杆部加工 杆部的加工主要是外圆表面加工,车削和磨削是其主要加工方法。 ⑴ 车削外圆 当螺栓杆部外圆尺寸精度和表面粗糙度要求不高时车削可以获得外圆的最终尺寸和精度,一般粗车精度可达IT12~IT11,表面粗糙度Ra值约为50~12.5um,一般采用较大的切深,较大的进给量以及较低的切削速度;半精车精度可达IT10~IT9,表面粗糙度Ra值约为6.3~3.2um,切深和进给量较粗车小。车削外圆时螺栓头部为夹紧部位,头部宽度较小,需要另一端面以中心孔辅助夹紧定位。这就需要车削外圆表面前钻端面中心孔,大小根据螺栓大小及材料种类而定,可查阅相关标准。当外圆表面尺寸精度和表面粗糙度要求较高时,车外圆后需要增加其他工序,主要指磨削,双边预留0.2~0.45mm余量,杆部长径比较大或者需多次磨削加工的,余量取大值。 ⑵ 磨削外圆 外圆磨削是外圆精加工的主要方法,常安排在热处理之后,精度可达IT6,表面粗糙度Ra值可达0.4~0.2um。磨削一般作为外圆车削后的精加工工序,对精密模锻件也可不经车削直接进行磨削。对螺栓类零件来说,磨削外圆一般采用无心外圆磨削,其生产效率高,操作简单方便,但调整机床较费事,砂轮的打磨也需要一定技术水平,特别是头部内端面有跳动和垂直度要求的螺栓,其形位公差由砂轮精度来保证,砂轮一定要严格修整。 3 螺纹加工 螺纹加工方法很多,可以车削、铣削、磨削和滚压等,对高强度螺栓来说,滚压螺纹是最好选择。滚压螺纹是一种无屑加工工艺,螺纹是靠毛坯表面塑性变形而成,这种加工工艺生产率高,精度可达到4h,表面粗糙度可达Ra0.2um,滚压螺纹时,工件材料纤维不但未被切断,反而得到进一步强化,滚压螺纹由于加工硬化及表面粗糙度地,还可提高疲劳强度,由于螺纹是挤压成形的,滚压螺纹的坯料直径较切削螺纹的坯料直径小,从而可节省16~25%。但滚压螺纹对坯径尺寸精度要求较高,坯径具体数值可查阅相关工艺手册。坯径的加工可以磨床加工,也可以普通车床加工。普通车床车削螺纹坯径,公差一般控制在0.04mm以内;磨床加工(建议无心磨床)坯径公差控制在0.02mm以内。同时注意滚压时首先做工艺实验,滚制螺纹检查合格后方可批量生产。螺纹末端形式可参阅相关标准,螺纹收尾处需预留一定退刀空间,大约2~3mm。 4 热处理 高强度螺栓和普通螺栓最大差别在于其抗拉强度大,表面硬度高,机械性能好,关键在于材料的选择和热处理的不同。高强度螺栓热处理一般指调质处理,即淬火+高温回火。通过硬度值可估计材料的近似抗拉强度值,可以查阅相关手册,平时检测螺栓硬度值,推算出相应的抗拉强度值。还需定期做拉伸实验,测定抗拉强度。 5 表面处理 金属表面处理种类较多,常用的有表面氧化、达克罗、镀锌和表面磷化等。高强度螺栓表面处理推荐采用表面磷化或者表面氧化。 三、高强度螺栓加工工艺未来趋势 1 绿色产品设计思想的提出 虽然现代工业为人类创造了巨大的社会财富和灿烂的物质文明,但是由于在创造物质财富的过程中,滥用自然资源(包括能源),以致造成资源的日趋枯竭,生态环境已经严重失衡;而工业产品在其生产与使用过程中所排放的废弃物,又给环境造成严重污染,从而引发诸如:温室效应、酸雨、臭氧层空洞等危害。所有这一切,都直接威胁着人类社会的生存和发展。针对当前人类社会所面临的上述资源短缺与环境污染的严重威胁,机械制造业提出了一种全新的设计思想----绿色产品设计思想。该思想的根本目的,就在于在产品设计阶段,便迎考虑如何使所设计的产品,在其生命周期(设计、生产、流通、使用、维修、报废回收、再生利用)的各个阶段中的资源利用率为最高,而对环境的污染却最少。为要实现这一根本目的,必须正确设计产品的结构及其在使用与维护时对环境的友好性、正确选择所用的材料、正确选用毛坯类型及其生产方法、正确考虑产品生命周期终止的回收和利用。针对高强度螺栓加工工艺过程中,绿色产品设计主要涉及两方面,即毛坯方面和切削液方面。 2 精锻在高强度螺栓制造中的应用 毛坯的设计制造不仅影响毛坯的制造成本,而且影响后续工序的经济性和环境的影响。综合起来,设计准则如下:尽可能利用如精锻等加工精度高的工艺,这样可以大大减少机械加工量,充分利用资源;结合具体的生产条件,考虑外协的可能性,实现毛坯的专业化生产,从而可以在大批量生产的模式下采用新工艺和新技术。 高强度螺栓的毛坯也是如此,随着锻造技术的发展,现在很多毛坯专业厂采用先进的精锻技术生产的毛坯,可以直接锻造出高强度螺栓的外形,减少了车杆径工序,从而减少了资源和能源的消耗;随着未来锻造技术的发展,高强度螺栓的毛坯将会进一步发展,螺纹坯径和杆径都可以锻造出来,加工工艺可以简化为螺纹的加工和热处理,这样将会大大减少加工成本还可以减少资源和能源的消耗,减少污染的排放。 3 干切削在高强度螺栓中的应用 切削液是现代切削加工中经常使用的,但现在使用的切削液中经常含有有毒物质,对环境的危害较大,增大了环境负担,同时也不利于工人的身体健康。基于此,在高强度螺栓加工过程中,未来可能的方式为干切削。干切削是消除切削液污染,实现清洁化生产的有效途径,但干切削在很大程度上要依赖新型刀具的开发和应用。陶瓷刀具由于具有高耐热性和良好的化学稳定性,非常适合用于干切削,但陶瓷材料脆性大、强度及韧性差等固有物理特性限制了陶瓷刀具在干切削中的应用。为了解决这一难题,通常采用以下两种方法解决:一、采用减小陶瓷晶粒尺寸及提高材料纯度的新型陶瓷材料刀具; 二、设计合理的纳米涂层,可使刀具的硬度和韧性显著增加,使其具有优异的抗磨损及自润滑性能。
下面我们简要介绍一下各部分的作用极其重点要素: 1. 头部 头部主要作用是在螺母与螺栓配合时施加一个反向力矩,保证螺母有足够拧紧力矩。形式种类较多,主要有方头、半圆头、六角头等形式。另外,一些非标准件高强度螺栓头部形式由设计者根据装配需要特别设计。 2. 杆部 杆部主要起导向作用,特别是导径螺栓,装配后承受一定的径向剪切力,要求与孔小间隙配合,对杆部外圆精度和粗糙度要求严格。一些装配后只承受轴向拉伸力的螺栓对杆部要求不是很严格,外圆尺寸公差较大。对高强度螺栓来说,杆部与头部接触部位要求一定圆角,避免承受较大拉力时该部位断裂,同时避免热处理冷却时产生裂纹,是加工重点注意要素。 3. 螺纹部分 螺纹部分是螺栓最主要部分,主要起连接紧固作用。可以分成有效螺纹部分,收尾部分(退刀部分)和螺纹末端三部分;螺纹三个主要要素:螺距、牙形半角和螺距,直接影响螺纹配合精度,也是加工重点注意要素。 二、高强度螺栓工艺分析 部形状特别设计的螺栓应根据具体形状具体分析选用毛坯,为避免增加头部加工工序,在技术要求允许的情况下建议选用锻件毛坯;头部最大被包容尺寸和杆部外圆尺寸相差较大或者整体长度尺寸较大的,为减少材料浪费和减少加工工时,建议选用锻件毛坯。 毛坯预留加工余量: 对于型钢类毛坯来说,预留加工余量主要指长度方向。一般情况下长度方向预留4mm余量即可,同时保证下料利用率(尽量保证K1≥93%),如果单件毛坯长度较小,可以考虑一坯料制多件零件,这时单件预留加工余量=机械加工切断刀宽度+1mm。 对于锻件毛坯来说,在技术要求允许的前提下头部形状最好直接锻打成型,头部内端面预留1.5mm余量。杆部外圆单边预留加工1.5mm余量,对于杆部细长的螺栓为避免热处理时变形较大,可以预留2mm余量,或者直接毛坯调质到要求硬度,但硬度不易过高,一般HRC32以下。锻件毛坯技术要求中规定表面缺陷层、头部与杆部同轴度要求,具体数值视产品要求而定,一般数值不大于0.3mm。锻后如无特殊要求,锻件应正火处理,降低硬度,适应后续机械加工。 ⑵头部成形加工 头部尺寸主要包括头部宽度尺寸、外被包容尺寸、内外端面倒角,在普通车床上加工即可完成。一些高强度螺栓内端面与杆部中心线有端面跳动和垂直度要求,一般0.04~0.10mm之间,这时粗加工时头部宽度一般预留0.2mm的加工余量,精加工杆部外圆时选用精度较高机床依靠机床本身精度来保证头部内端面形位公差的要求。为保证高强度螺栓抗拉强度,内端面处要求倒角R,数值一般R1±0.2。 2.杆部加工 杆部的加工主要是外圆表面加工,车削和磨削是其主要加工方法。 ⑴ 车削外圆 当螺栓杆部外圆尺寸精度和表面粗糙度要求不高时车削可以获得外圆的最终尺寸和精度,一般粗车精度可达IT12~IT11,表面粗糙度Ra值约为50~12.5um,一般采用较大的切深,较大的进给量以及较低的切削速度;半精车精度可达IT10~IT9,表面粗糙度Ra值约为6.3~3.2um,切深和进给量较粗车小。车削外圆时螺栓头部为夹紧部位,头部宽度较小,需要另一端面以中心孔辅助夹紧定位。这就需要车削外圆表面前钻端面中心孔,大小根据螺栓大小及材料种类而定,可查阅相关标准。当外圆表面尺寸精度和表面粗糙度要求较高时,车外圆后需要增加其他工序,主要指磨削,双边预留0.2~0.45mm余量,杆部长径比较大或者需多次磨削加工的,余量取大值。 ⑵ 磨削外圆 外圆磨削是外圆精加工的主要方法,常安排在热处理之后,精度可达IT6,表面粗糙度Ra值可达0.4~0.2um。磨削一般作为外圆车削后的精加工工序,对精密模锻件也可不经车削直接进行磨削。对螺栓类零件来说,磨削外圆一般采用无心外圆磨削,其生产效率高,操作简单方便,但调整机床较费事,砂轮的打磨也需要一定技术水平,特别是头部内端面有跳动和垂直度要求的螺栓,其形位公差由砂轮精度来保证,砂轮一定要严格修整。 3 螺纹加工 螺纹加工方法很多,可以车削、铣削、磨削和滚压等,对高强度螺栓来说,滚压螺纹是最好选择。滚压螺纹是一种无屑加工工艺,螺纹是靠毛坯表面塑性变形而成,这种加工工艺生产率高,精度可达到4h,表面粗糙度可达Ra0.2um,滚压螺纹时,工件材料纤维不但未被切断,反而得到进一步强化,滚压螺纹由于加工硬化及表面粗糙度地,还可提高疲劳强度,由于螺纹是挤压成形的,滚压螺纹的坯料直径较切削螺纹的坯料直径小,从而可节省16~25%。但滚压螺纹对坯径尺寸精度要求较高,坯径具体数值可查阅相关工艺手册。坯径的加工可以磨床加工,也可以普通车床加工。普通车床车削螺纹坯径,公差一般控制在0.04mm以内;磨床加工(建议无心磨床)坯径公差控制在0.02mm以内。同时注意滚压时首先做工艺实验,滚制螺纹检查合格后方可批量生产。螺纹末端形式可参阅相关标准,螺纹收尾处需预留一定退刀空间,大约2~3mm。 4 热处理 高强度螺栓和普通螺栓最大差别在于其抗拉强度大,表面硬度高,机械性能好,关键在于材料的选择和热处理的不同。高强度螺栓热处理一般指调质处理,即淬火+高温回火。通过硬度值可估计材料的近似抗拉强度值,可以查阅相关手册,平时检测螺栓硬度值,推算出相应的抗拉强度值。还需定期做拉伸实验,测定抗拉强度。 5 表面处理 金属表面处理种类较多,常用的有表面氧化、达克罗、镀锌和表面磷化等。高强度螺栓表面处理推荐采用表面磷化或者表面氧化。 三、高强度螺栓加工工艺未来趋势 1 绿色产品设计思想的提出 虽然现代工业为人类创造了巨大的社会财富和灿烂的物质文明,但是由于在创造物质财富的过程中,滥用自然资源(包括能源),以致造成资源的日趋枯竭,生态环境已经严重失衡;而工业产品在其生产与使用过程中所排放的废弃物,又给环境造成严重污染,从而引发诸如:温室效应、酸雨、臭氧层空洞等危害。所有这一切,都直接威胁着人类社会的生存和发展。针对当前人类社会所面临的上述资源短缺与环境污染的严重威胁,机械制造业提出了一种全新的设计思想----绿色产品设计思想。该思想的根本目的,就在于在产品设计阶段,便迎考虑如何使所设计的产品,在其生命周期(设计、生产、流通、使用、维修、报废回收、再生利用)的各个阶段中的资源利用率为最高,而对环境的污染却最少。为要实现这一根本目的,必须正确设计产品的结构及其在使用与维护时对环境的友好性、正确选择所用的材料、正确选用毛坯类型及其生产方法、正确考虑产品生命周期终止的回收和利用。针对高强度螺栓加工工艺过程中,绿色产品设计主要涉及两方面,即毛坯方面和切削液方面。 2 精锻在高强度螺栓制造中的应用 毛坯的设计制造不仅影响毛坯的制造成本,而且影响后续工序的经济性和环境的影响。综合起来,设计准则如下:尽可能利用如精锻等加工精度高的工艺,这样可以大大减少机械加工量,充分利用资源;结合具体的生产条件,考虑外协的可能性,实现毛坯的专业化生产,从而可以在大批量生产的模式下采用新工艺和新技术。 高强度螺栓的毛坯也是如此,随着锻造技术的发展,现在很多毛坯专业厂采用先进的精锻技术生产的毛坯,可以直接锻造出高强度螺栓的外形,减少了车杆径工序,从而减少了资源和能源的消耗;随着未来锻造技术的发展,高强度螺栓的毛坯将会进一步发展,螺纹坯径和杆径都可以锻造出来,加工工艺可以简化为螺纹的加工和热处理,这样将会大大减少加工成本还可以减少资源和能源的消耗,减少污染的排放。 3 干切削在高强度螺栓中的应用 切削液是现代切削加工中经常使用的,但现在使用的切削液中经常含有有毒物质,对环境的危害较大,增大了环境负担,同时也不利于工人的身体健康。基于此,在高强度螺栓加工过程中,未来可能的方式为干切削。干切削是消除切削液污染,实现清洁化生产的有效途径,但干切削在很大程度上要依赖新型刀具的开发和应用。陶瓷刀具由于具有高耐热性和良好的化学稳定性,非常适合用于干切削,但陶瓷材料脆性大、强度及韧性差等固有物理特性限制了陶瓷刀具在干切削中的应用。为了解决这一难题,通常采用以下两种方法解决:一、采用减小陶瓷晶粒尺寸及提高材料纯度的新型陶瓷材料刀具; 二、设计合理的纳米涂层,可使刀具的硬度和韧性显著增加,使其具有优异的抗磨损及自润滑性能。结束语:螺栓类零件包括高强度螺栓的加工工艺相对简单,加工方法多种多样,不同的产品不同生产企业以及不同的操作工人适应不同的加工工艺。本文所介绍的加工工艺是作者根据自己平时一些经验总结出来,文章一些数据经过现场工艺实验确定。希望本篇文章对刚接触螺栓类零件加工的读者有一定的帮助!
相关推举:
高强度螺栓与普通螺栓误区,值得收藏!








 QQ交流群
QQ交流群

