

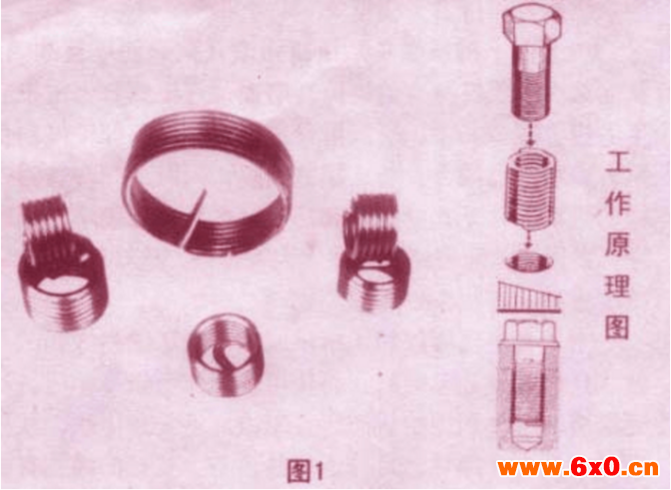
钢丝螺套是一种新型的螺纹连接元件,是由高强度 ,高精度的耐腐蚀菱形丝精制而成。形如弹簧,安装在基体特定螺孔中,其内表面形成标准螺纹,与螺钉(螺栓)配合时,可明显提高连接强度和耐磨性,特别在铝、镁、铸铁、塑料等低强度材料上。同时,改善了螺纹的受力情况,形成了弹性连接,消除了内外螺纹之间的螺距和牙型半角误差,使螺纹上的负荷均匀分布,保护了基本螺纹不被损坏,延长使用寿命。钢丝螺套由于优良的搞腐蚀、抗高温、抗磨损性能使之能在多种环境下确保其适用性,防止了螺纹锈死、卡死、脱扣现象发生。
用户在选择L时,可根据螺孔材料强度和螺钉性能等需要按表3选用,以达到理想的强度匹配。



丝套的标记方法主要有以下两种:

丝套安装螺孔及装配参数见图2(通孔)、图3(盲孔)
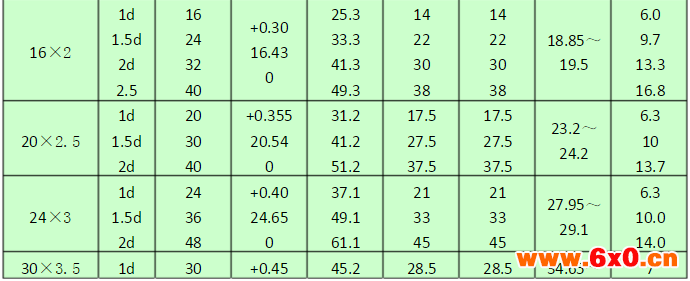
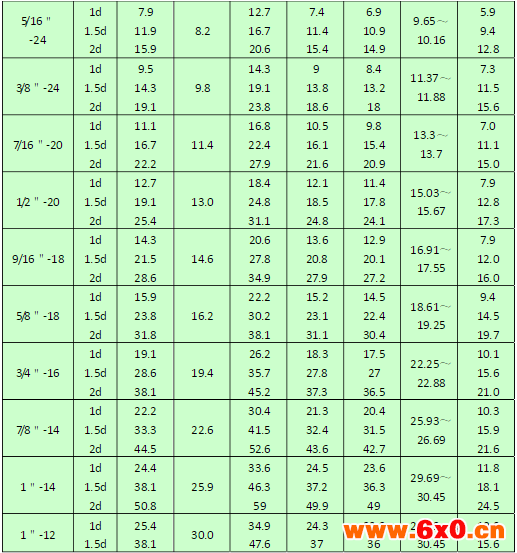
圈数(W)近似计算尺寸表

圈数(W) ≈系数×有效螺纹深度
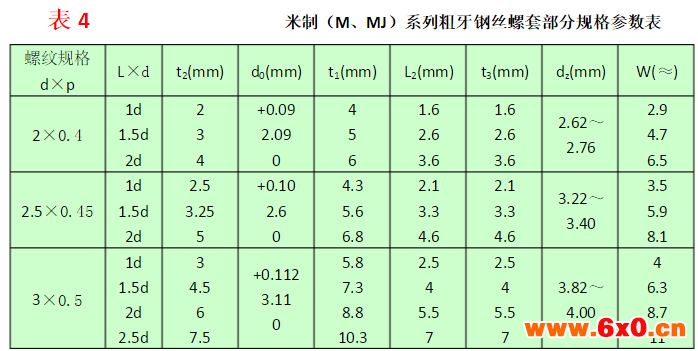
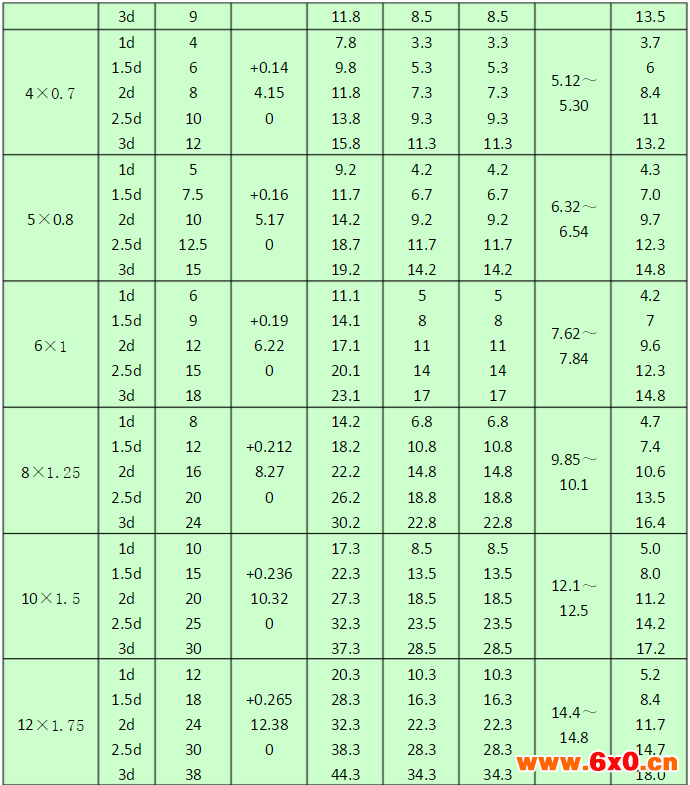
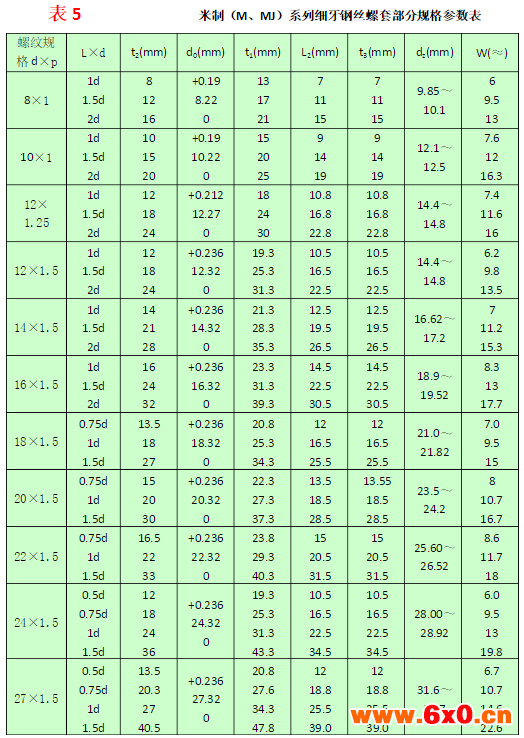
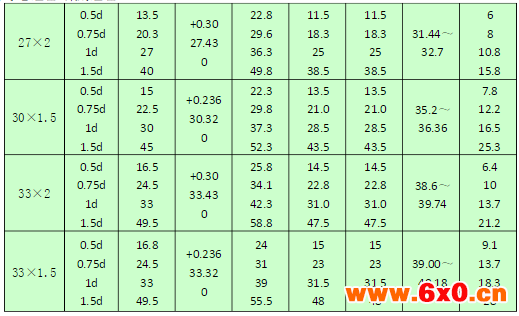
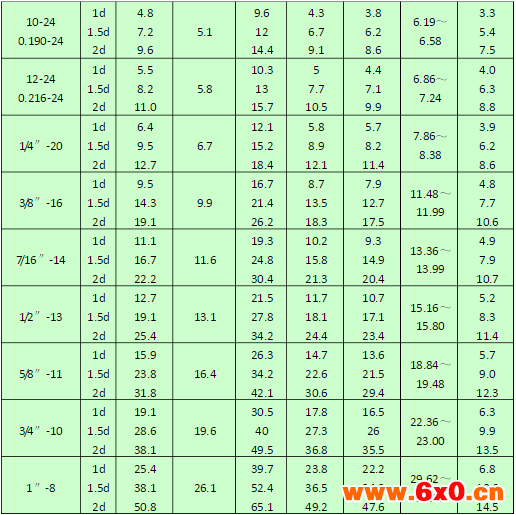
2、米制粗牙钢丝螺套尺寸及安装参数见表4 米制细牙钢丝螺套尺寸及安装参数见表5 3、统一螺纹UNC钢丝螺套尺寸及安装参数见表6 统一螺纹UNF钢丝螺套尺寸及安装参数见表7

注:不标标准的dz尺寸略有不同

五、钢丝螺套专用锥 钢丝螺套专用丝锥用于加工丝套安装孔的专用内螺纹,材料可为高速钢,可机用也可手用,根据其使用范围可分为轻合金机、受用丝锥、普通钢机、手用丝锥两种。 1、轻合金机手用丝锥 用于加工铝,镁以及铜合金等有色金属合金,螺距在1.5mm一下为单支丝锥、也可选用成付。螺距大于1.5mm为双支。 标记方法: QS/ST d×p 标记实例: 用于在轻合金上加工安装规格为7×1丝锥底孔螺纹的专用丝锥,标记为QS/ST 7×1 2、普通钢机、手用丝锥 用于加工钢、铸铁、铸钢等金属材料商丝套安装孔内螺纹丝锥为双支丝锥 标记方法: PS/ST d×p 标记实例: 用于普通钢上加工安装7×1丝套底孔螺纹的专用丝锥,标记为PS/ST 7×1 六、钢丝螺套安装扳手 用于丝套在螺纹底孔内的安装,其基本原理是使丝套通过一段引导螺纹,迫使外径收缩,以便顺利装入底孔,分为手动及半自动两种,一般使用手动安装扳手。 1、手动安装扳手 利用手工安装丝套的工具,分为合螺母型及螺母型两种 (1)组合螺母型手动安装扳手 用于手动安装ST2×0.4~ST8×1的小规格丝套 标记方法:ZHB/ST d×p 标记示例:安装ST4×0.7丝套的手动安装标记为ZHB/ST ×0.7 (2)整体螺母型手动暗转扳手 用于手动安装ST8×1.25以上规格丝套 标记方法:ZHB/ST d×p 标记示例:安装ST10×1丝套的手动安装扳手,标记为ZHB/ST10×1 2、半自动安装扳手 有气动、电动两种,用于大批量丝套安装或用于装配生产线。 3、简易扳手 有螺纹头、光杆两种。用于极少量安装,一般维修。试验时用,操作时不易安装,容易装废丝套。 七、 装柄冲断器 利用瞬间冲击力冲断丝套安装柄 标记方法: CD/ST d×p 标记示例:用于冲断ST 7×1丝套安装柄的冲断器,标记为CD/ST 7×1 八、 卸套器 用于取出装入底孔中的丝套 标记方法:XT/ST d×p 标记示例:用于卸除ST 7×1丝套的卸套器,标记为XT/ST 7×1 九、 底孔塞规 用于检验钢丝螺套安装前的底孔尺寸,对工件精度要求较高或鉴别丝锥是否磨损时使用。 十、自锁螺母 就是将锁紧型钢丝螺套装入螺母中,形成有锁紧功能的螺孔。防止螺母在机器 设备振动时松动。 相关推举:
钢丝螺套使用方法








 QQ交流群
QQ交流群

