牙板基本知识及常遇到的调机问题解答
一、牙板基本知识
1、入料区:即在调机过程中,光钉进料到压紧的部分,为了便于入料,常常在入料区、整形区刻上防滑齿;
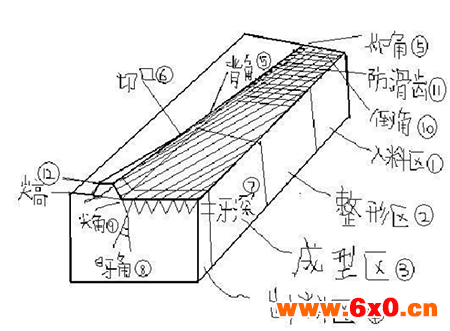
2、整形区:即光钉在经过入料区后,光钉挤紧整形的部分; 3、成型区:即光钉经过入料区、整形区后,光钉根据牙板的牙沟、牙锋、尖尾角度挤压成螺丝的部分; 4出料区:螺丝成型后出料的部分; 4、背角、仰角:是尖尾牙板中切料,尖嘴成型的部分。背角大小是控制尖部入料多少的关键,背角大入料多,背角小入料少;仰角是牙尖成型、牙尖上牙锋成型的关键,仰角修低了,会造成拖尾,尾部切不干净;仰角修高了会造成断尖,过早的切断光钉; 5、切口:背角与牙板尖尾相交的一部分,切口处要求很锋利,切口太钝会切料切不断,造成拖尾,尾尖成型不一致; 6、牙深:即螺丝牙锋的深度,牙深是控制螺丝外径的关键; 7、牙山角度:即螺丝牙锋的角度。特殊螺丝牙山角度有特别规定,C/B纤维板钉牙山40度;BA圆尾螺丝一般牙山角度47.5度;一般三角双丝自攻牙牙山角度45度; -般机牙牙山58度~60度;牙山角度也是控制螺丝外径的关键。 8、尖尾角度:即螺丝尾尖的角度,一般普通自攻螺丝尾尖在40度~50度之间;特殊的螺丝有特别的规定,譬如:墙板钉、纤维板钉一般尾尖在20度~30度之间;机咪螺丝一般在80度~90度之间;有时客户会指定尾尖角度; 9、倒角:即牙板制作过程中入料区、整形区铣得很锋利、很尖,目的是便于入料。整形倒角太锋利,牙板会不耐磨;倒角太钝、尾部入料区平面太大,螺丝成型很困难,外径也会搓得不够大;倒角入料区磨损太大,容易造成螺丝成型不足,螺丝牙径不够大,打滑。 10、防滑齿:即光钉在入料成型过程中为了防止打滑而特意在牙板入料区、成形区上刻的齿纹,防滑齿浅了会造成打滑,防滑齿深了则容易造成螺丝底径不光滑, 牙锋不光亮, 甚至堵塞光钉挤压成形造成螺丝外径偏小; 11、尖尾高度:即牙板牙面同切刀口之间的距离,一般为螺丝底径的一半,尖尾高度过高会造成螺丝切口相碰,螺丝成形不足;尖尾高.度过低则造成尾部切不断料而拖尾。 二、调机过程中常遇到的一些疑难问题解答: 1、常见问题 1)断尖 2)拖尾(含扁料、锋尾) 3)尾部牙沾不住,有披锋 4)重牙、乱牙 5)底径不光滑 6)外径不够大 7)外径太大 8)打滑 9)刮头 10)崩牙 11)不耐磨 2、常见问题分析及处理措施: 1)断尖:a、断尖很严重,-般是牙板仰角修的过高,只要用钻石锉刀修低些(崭点防滑齿最好)再试牙板,修多几次,试多几次即可; b、断尖不是很严重,一般分析三种原因: 1仰角上牙沟打开不够大,用三角钻石锉刀顺着牙沟方向锉开点即可; 2仰角高了点,用钻石锉刀修低些即可; 3仰角.上防滑齿不够深或是仰角磨损太大,用顶针在砂轮上磨成“一-”字形崭些防滑齿即可。C、 断尖有因为线材材质太硬而断尖,那就需要改善线材材质。d、 断尖因为所搓螺丝太大而光钉打的太长了 ,就从控制光钉长度入手。 2) 拖尾: a、锋尾 :即螺丝尖部有根像锋针式的尾尖, 切不干净, -般墙板钉咀部要求很尖的螺丝成型容易发生此种情况,处理措施即用金钢锉刀在切口处顺着背角角度方向把切口处修锋利些,便于切料; b、扁尾:即尾部有一大堆料切不掉,一般分析有以下几种原因: 1仰角上牙沟打开太宽、太深,入料多;2背角修的角度太小,入料多,此两种情况用金钢锉在仰角位顺着背角角度方向把背角往里推进来些,使背角角度加大,少入点料, -般情况第一种原因较难修理,第二种相对好修一-些 ; 3调机时牙调松些使咀部少入些料也可以,譬如说:入料端松点,成型区紧点,这样也可以解决拖尾问题; 4控制好光钉长度对解决拖尾问题也有很大帮助。 3)、尾牙有披锋:原因及解决措施同拖尾,重点是控制好光钉长度对解决尾牙披锋有很大帮助。 4)、 重牙 :一般有以下几种情况: a、调机时牙纹没有对得很好,光钉螺纹挤压成型时-松一紧最容易造成重牙,尝试动板上下多移动几次位置,-般可解决此问题;第四页,共七顷b、牙板调机时两块没放在同一面 上也会造成挤压不均匀,很容易造成重牙; C、调机时 动板机台滑动面间隙太大,挤压时晃动太大,也容易造成重牙; d、调机时入料区压的太紧也容 易造成重牙; , e、牙板防滑齿刻的太深,这时处理是用三角钻石锉刀顺着牙沟方向把防滑齿堵在牙沟两边的毛刺修平滑,减少摩擦; f、 牙板两块倒角宽度、深度不一致,这时只能退回牙板厂家修理(此种情况 很少)。 5)、底径不光滑:原因基本同重牙,只是第4种原因,调机入料区压的太紧占绝对比例,建议调机时入料区调松些,成型区调紧些,这样螺丝底径、外径、光泽度、牙板使用寿命应有相当大的提高; 6)、外径不够大: a、牙沟入料区、 整形区防滑齿太重对螺 丝成型造成影响,在0.04MM以内建议采用三角钻石锉刀把防滑齿顺着牙沟方向修平滑些对牙径有一定的影响; b、在0.04MM以内采用入料区稍松,成型区稍紧的调机方法调机,对外径有一-些影响 ;C、调机时调的太紧 ,把牙长挤长了,自然外径变小,这时调松点即可解决问题; d、在前面几种方法都试过后 ,外径仍达不到,则属于牙沟深度不够,应退回牙板厂家修理。 e、 牙板磨损太大,外径搓不到酌情考虑,达到使用寿命的可以报废,没有达到理想寿命可以退回牙板厂家修理;第五页共7页 7)、外径太大:一般属于牙沟偏深所致,a、在0.05MM以内用油石或是钻石锉刀在牙板成型 区修低0.01 ~ 0.02MM即可解决问题; b、外径太大的话,分析光 钉是否偏大超出公差,主模是否磨损太快,换模处理; C、 如果以上两种方法还解决不了问题,则退回牙板厂家修浅牙深。 8) 、打滑:一般有三种原因: a、调机压的太紧 ,稍调松点即可; b、调机没有放平没对准牙纹而造成打滑,重新把牙板放平,对准牙纹即可;d、防滑齿太浅 ,用顶针磨成“一”字形把防滑齿崭深些,一般可以解决问题;如果防滑齿磨损太多,不能用崭花解决问题而牙板还要用;时,交回牙板厂家加深防滑齿。 9)、 刮头 ;分析原因一般有: a、光钉入料不稳,不垂直; b、托料板与光钉 下料配合不好; C、牙板两块没有放平; d、机台间隙太大 ; e、牙板直角很不够也会造成刮头; f、牙纹斜度不一致也会造成刮头。第六页共7页 10 )崩牙: a、牙板是否有 用磨床修过,把牙板表面层给磨掉了。b、牙板修边位是否太小; C、光钉头下 "R” 位是否太大、太厚,使牙板边缘受力太大; d、牙板热处理过硬,应退回厂家重新热处理过。 11 )不耐磨: a、 光钉材质太差; b、牙板热处理硬度没有达标 ;应退回牙板厂家重新热处理。 相关推举:
不锈钢高冠帽螺母










 QQ交流群
QQ交流群

