1 引 言
撕拉盖是一种新型的啤酒、饮料瓶盖。由于该盖防盗,开盖不用专门的工具,结构比较简单,制造比较容易,所以是取代皇冠盖的理想产品。但撕拉盖在国外生产用的是一种专用的下传动双动压力机,为满足市场的需要,针对大连制盖厂现有设备情况,设计了多工位级进模,用普通压力机来生产撕拉盖。
2 撕拉盖成形工艺及材料排样
图1所示为撕拉盖的零件图,材料为A300H16,料厚0.225mm。该盖的明显特点是盖旁有一个尾巴,尾巴上压有筋,盖内部侧面有切痕。因开盖时需用手指捏住尾巴沿切痕撕开,切痕浅了撕不开,深了在拉伸时容易开裂,所以切痕的深度是工艺难点。图2是撕拉盖的毛坯展开图。
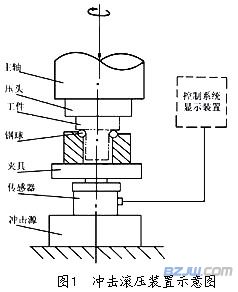
图1 撕拉盖零件图
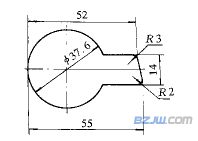
图2 毛坯展开图
撕拉盖的成形需4道工序: 压筋、切痕、落料、拉伸。曾设计了2副模,1副是简单模进行压筋、切痕,另1副是复合模进行落料、拉伸。用2台冲床生产,但生产效率、材料利用率低。经综合考虑,最后确定采用5工位级进模,用J23_63冲床来生产撕拉盖。
图3是排样及工序图。由于料薄,挡料销和导正销不能准确定位,同时考虑料的价格贵,为省料,所以采用尖角侧刃定距。提供的料长800mm,由于受
工作台面及工作台孔的限制,所以采用五行排料,需料宽153mm,一张条料可冲制68个盖,材料利用率为73.8%。
3 模具结构
图4所示为5工位级模的模具结构图。该模具采用400×250×245~290I GB2851.3_81 HT_200标准模架,采用弹性卸料和推件装置,采用弹性压边,导尺导向,尖角侧刃定距。落料模正装,拉伸、压筋、切痕模采用倒装。
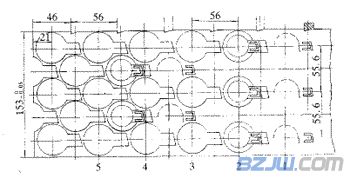
图3 排样及工序图
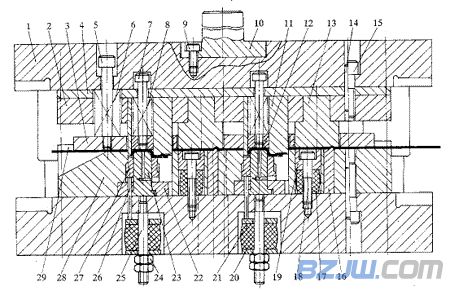
图4 模具结构1.模架2、22.固定板3.卸料板4.垫板5、7、9、15、18.
螺钉6、8.弹簧10.模柄11.凸凹模12.推件块13.压筋、切
痕凹模14.销16.压筋凸模17、21.橡胶19.切痕凸模20.托
板23.凸模24.螺母25.螺杆27.压边圈28.凹模29.导尺
该模具的第1工位完成冲侧刃切口及3个盖的压筋、切痕;第2工位完成3个盖的落料拉伸;第3工位是空工位,设有通工作台孔的漏件孔;第4工位完成2个盖的压筋、切痕;第5工位完成2个盖的落料、拉伸。送料时后边抬高,使在第2工位成形的盖定位在废料孔里,以便被带到第3工位从漏件孔出件;在第1工位由临时挡料销定位,以后各工位由设在第2工位的活动挡料销定位,为不出现尾料,在第4工位也设有活动挡料销。
4 主要模具零件的设计
4.1 工作零件
落料、拉伸模的材料选用Cr12MoV,热处理硬度58~62HRC,其余的选用T10A,热处理硬度56~60HRC。落料凸模设计成
直通式,与固定板采用过盈0.05mm的配合,压入装配,落料凸模下表面带尾巴处设有凹槽,防止在落料拉伸时将筋压平。落料凹模与侧刃凹模一体,用销定位,用螺钉固定在下模板上。拉伸凸模设有台阶,拉伸凸模与固定板、固定板与凹模均采用H7/m6配合。切痕与压筋凹模一体,压筋凹模、凸模与固定板均采用H7/s6配合,压入装配。侧刃凸模与固定板采用H7/m6配合,上端铆接固定。压痕凸模与固定板采用F8/h6配合,以便上下活动,凸模下面有橡
胶垫、垫片,橡胶要有30%的压缩量,可以通过调整垫片的方法调节切痕深度。
4.2 压边及推件装置
采用橡胶垫压边,压边圈是带台阶圆环式,与拉伸凸模采用F8/h6配合,压边装置的外形尺寸在工作台漏料孔之内,可以通过调节螺母来调节压边力,防止压边力过大将带切痕的料拉裂。采用弹性推件,弹簧力不要太大,推件块与拉伸凹模采用H9/f8配合,当压力机滑块回程时,通过弹性推件装置使工件能准确地落在废料孔里。










 QQ交流群
QQ交流群

