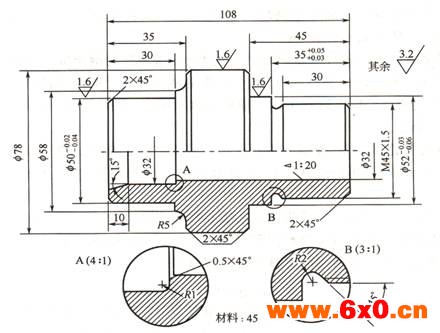
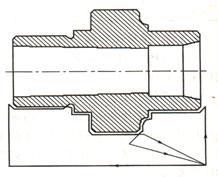
 图5-30 轴承套零件(2)选择设备根据被加工零件的外形和材料等条件,选用CJK6240数控车床。(3)确定零件的定位基准和装夹方式①内孔加工定位基准:内孔加工时以外圆定位;装夹方式:用三爪自动定心卡盘夹紧。②外轮廓加工定位基准:确定零件轴线为定位基准;装夹方式:加工外轮廓时,为保证一次安装加工出全部外轮廓,需要设一圆锥心轴装置(见图5-31双点划线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。(4)确定加工顺序及进给路线加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行(见图5-32)。(5)刀具选择将所选定的刀具参数填入表5-11轴承套数控加工刀具卡片中,以便于编程和操作管理。注意:车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。本例中选κ =55 。
图5-30 轴承套零件(2)选择设备根据被加工零件的外形和材料等条件,选用CJK6240数控车床。(3)确定零件的定位基准和装夹方式①内孔加工定位基准:内孔加工时以外圆定位;装夹方式:用三爪自动定心卡盘夹紧。②外轮廓加工定位基准:确定零件轴线为定位基准;装夹方式:加工外轮廓时,为保证一次安装加工出全部外轮廓,需要设一圆锥心轴装置(见图5-31双点划线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。(4)确定加工顺序及进给路线加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行(见图5-32)。(5)刀具选择将所选定的刀具参数填入表5-11轴承套数控加工刀具卡片中,以便于编程和操作管理。注意:车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。本例中选κ =55 。 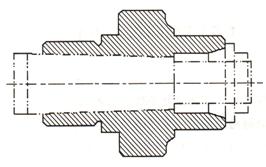
免责声明:
本站部份内容系网友自发上传与转载,不代表本网赞同其观点;
如涉及内容、版权等问题,请在30日内联系,我们将在第一时间删除内容!










 QQ交流群
QQ交流群

