

一、背景技术
轧辊磨床是现代工业生产中不可缺少的一种重要生产设备,主要用于冶金、造纸等行业,它的磨削机理具有一般大型外圆磨床的特点,但又不同于一般的外圆磨床,轧辊磨床除磨削圆柱体(磨削平辊、轧辊支承径)外,还能磨削轧钢机上的各种具有中凸、中凹及任意曲面的轧辊表面等,因此轧辊磨床相对于外圆磨床的运动复杂的多,除砂轮与工件(轧辊)作相对回转运动外(主运动),还要求砂轮与工件二者作相对纵向运动的同时,还作一定的径向相对位移,而且这个径向位移不同于磨削锥度的复合运动,为成形磨削。轧辊磨床设定的中凸(凹)值是为了满足磨削不同凸度要求的轧辊,使轧辊在轧制工作过程中消除工件对轧辊的作用力产生的弹性变形和热膨胀变形,以保证轧机在轧制时工作轧辊之间沿轴线方向等间隙,保证轧制的工件沿宽度方向厚度相等。
由于常规的普通轧辊磨床,砂轮的进刀系统经过一条较长的机械传动机构,通过机械手摇轮进刀,而且操作起来也比较费力,由于存在着机械传动的各种间隙,往往进刀不准,给操作者带来了很多麻烦。
二、控制原理
该控制功能实施的目的在于避免现有技术的不足之处而提供一种普通轧辊磨床控制方法。利用西门子公司提供的Step7软件和Winccflexible2008组态软件,将NC和PLC有机联系起来,可实现在自动磨削时电子手轮进刀,也可进行恒电流磨削。从而有效解决了背景技术存在的问题。
轧辊磨床控制的步骤包括:
(1)、在可编程终端显示器OP上输入磨削长度、周期进给量;
(2)、在磨削过程中,根据需要在OP上人为修改周期进给量;
(3)、在磨削过程中,选择周期和手轮进给方式,此选择旋扭安装在机床操作面板上,根据磨削要求用手摇脉冲发生器参与进给;
(4)在可编程终端显示器OP上输入的数据,通过Profibus总线传到PLC,经过PLC处理,再通过Profibus总线给控制单元发指令,控制各运动轴的动作;
(5)、在可编程终端显示器OP上显示各种故障信息;
(6)、手摇脉冲发生器连接在控制单元的高速数字输入端子上;根据需要可选择自动磨削、砂轮修整方式,此旋纽安装在机床操作面板上;
(7)、在可编程终端显示器OP上,输入磨削参数和砂轮修整参数,这些参数主要有磨削长度、周期进给量、砂轮修整长度、每次修整量;
(8)可进行恒电流磨削。
所述的机床操作面板上还设置有工件启动、停止按钮,砂轮启动、停止按钮,液压启动、停止按钮。
所述的轧辊磨床控制的步骤还包括:遇到紧急情况,按急停按钮,可是砂轮快速离开工件表面。其电气互锁关系,在正常磨削过程中,按压砂轮快进按钮时无效,安全保护,主要有各种安全限位;砂轮控制必须在液压压力达到一定值后,才能启动砂轮;在砂轮转动过程中,按液压停止旋钮无效(保护动静压磨头);只有静压导轨有压力后,控制静压导轨的电机才能移动。
三、控制效果
该控制的有益效果是,所述的一种普通轧辊磨床控制方法,利用S7-300型PLC可编程控制器,用可编程控制器PLC的逻辑控制,用手摇脉冲发生器代替机械手轮,简化了一套繁琐的机械传动装置,减轻了操作者的劳动强度,同时还配有可编程终端显示器,可显示各坐标轴的移动距离。实现在普通的轧辊磨床准确进刀和对刀,以电子链代替机械传动链,大大提高了工作效率,降低了操作者的劳动强度,其优点是既经济又实用,同时,操作者也可以通过OP可以观察各轴的位置。其可实现周期进给运动,在磨削过程中,可以人为修改砂轮进刀量,同时也可以手摇脉冲发生器进刀和退刀。
四、具体实施方式
见图1、2,普通轧辊磨床控制方法,包括有PLC可编程控制器1,PLC可编程控制器1通过Profibus数据总线与可编程终端显示器2相连,其特征还包括有所述的PLC可编程控制器1通过数据总线与控制单元3相连,控制单元3通过数据总线与伺服驱动器4和手摇脉冲发生器5相连。

图1

图2
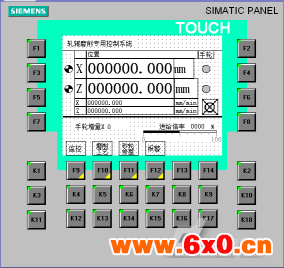
五、主要的显示界面
以下的界面是我本人利用西门子公司Winccflexible2008组态软件提供的编制的,实用性强,使用效果也非常好,磨削工艺参数的调整也很方便,欢迎各界朋友提出宝贵意见。
1.主界面
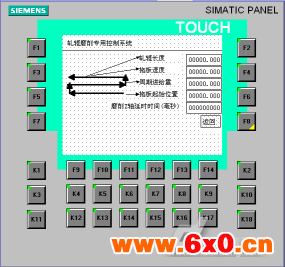
2.磨削界面
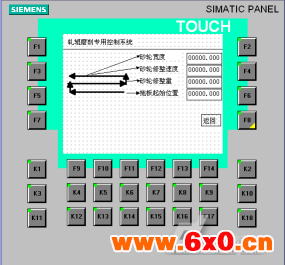
3.砂轮修整界面
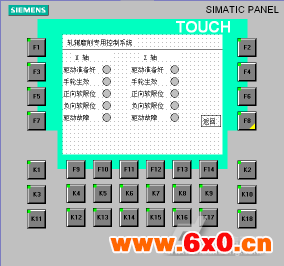
4.状态监控界面
六、辊磨床控制技术的优点
通过以上的介绍,我们主要采用下列技术手段来使普通轧辊磨床在性能、功能上上一新台阶。
1)用电子手轮代替了机械手轮;
2)采用友好的人机界面,实现磨削工艺、修整工艺的参数化设置;
3)采用PLC逻辑控制器;
4)采用满足精确定位的伺服驱动及电机
采用上述技术使高性能普通轧辊磨床具有许多优点,如:
1)机械结构简单化,如取消机械手轮传动机构;
2)操作简单、可靠、灵活、稳定,如参数输入、采用软键替代原操作按键;
3)满足多种工艺磨削的要求,如恒电流磨削等;
4)提高产品的加工精度及效率,如排除了原机械手轮传动引起的各种间隙;
5)维护方便、快捷,如故障信息可直接定位到故障源上。
6)满足市场对高的性能价格比的需求。
七、结语
本文介绍的普通轧辊磨床的控制,在我公司机床上推广使用,其操作控制性能稳定可靠,简化机械结构,提升了机床技术含量,使得操作更加宜人化,降低了操作者的劳动强度,提高了工作效率,属于新技术的引用和推广,经国内外数家用户使用,反映使用效果良好,经我公司推荐,国家知识产权局审批,已获发明专利(ZL200810186040.4)。
更多资讯请关注机床频道








 QQ交流群
QQ交流群

