

机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况
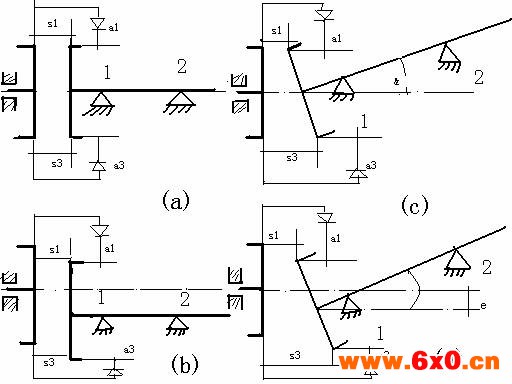
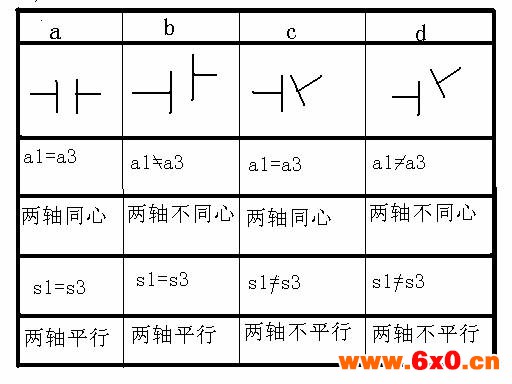
根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析
2.测量方法
安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:
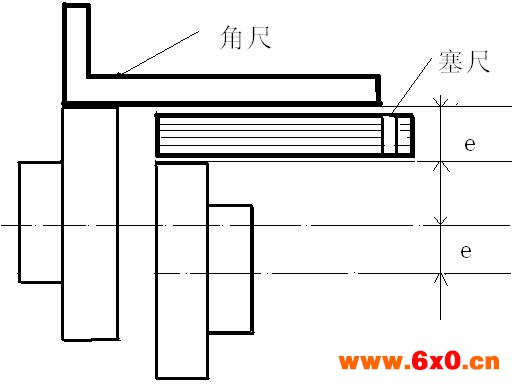
(1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法
(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作
图3常见对轮卡型式
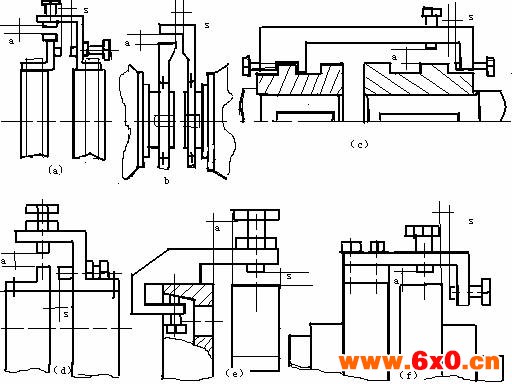
(a)用钢带固定在联轴器上的可调节双测
(b)测量轴用的不可调节的双测点对轮卡
(c)测量齿式联轴器的可调节双测点对轮卡
(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡
(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡
(f)有平滑圆柱表面联轴器用的可调节双点对轮卡
利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
(3)百分表测量法把专用的夹具(对轮卡)或磁力表座装在作基准的(常是装在主机转轴上的)半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。此方法使联轴器找正的测量精度大大提高,常用的百分表测量方法有四种。
A双表测量法(又称一点测量法) :用两块百分表分别测量联轴器外圆和端面同一方向上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数.具体做法是:先用角尺对吊装就位准备调整的机器上的联轴器做初步测量与调整。然后在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向原动机侧半联轴器的外圆及端面,如图所示。
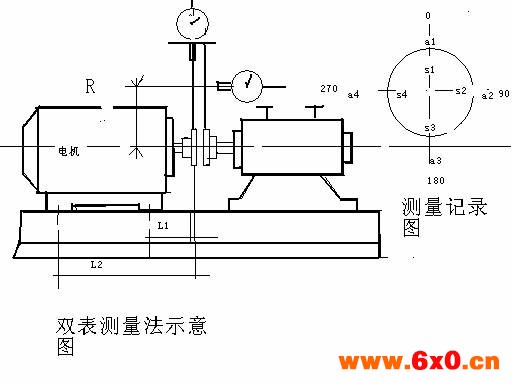
测量时,先测0°方位的径向读数a1及轴向读数s1。为了分析计算方便,常把a1和s1调整为零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3,s4,当百分表转回到零位时,必须与原零位读数一致,否则需找出原因并排除之。常见的原因是轴窜动或地脚螺栓松动,测量的读数必须符合下列条件才属正确,即
a1+a3=a2+a4;s1+s3=s2+s4通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。








 QQ交流群
QQ交流群

