

磨损性故障是指设计时已预料到的、不可避免的正常磨损造成的故障磨损性故障是指设计时已预料到的、不可避免的正常磨损造成的故障。磨损性故障是由正常磨损而引起的故障,对这类故障形式,一般要进行寿命预测,更换零件或部件,进行磨损造成的间隙补偿。例如,数控机床工作正常,但Z(X)轴方向位置偏差过大,其故障形式有可能是丝杠磨损后造成间隙过大,就需要机械式间隙调整或更换丝杠,或者可以在工作方式选择中,选择参数设置,输入Z(X)轴的反向间隙补偿,判断是否为磨损性故障。
磨损性故障的原理和对策:
根据设备故障性质来分,设备的故障分为先天性、磨损性和滥用性三种。其中磨损性故障是最具有普遍性和规律性的故障类型,而阐述磨损性故障的原理和对策,是现代设备管理基本理论的重要内容。
机械设备的磨损可分为有形磨损和无形磨损两个方面。
有形磨损,包括设备在使用过程中,由于摩擦、冲击、振动、疲劳、腐蚀、变形等造成的实物形态的变化,使其功能逐渐(或突然)降低以致丧失;也包括设备闲置过程中,锈蚀、变质、老化等原因造成的实物形态的变化,使功能降低以致丧失。
无形磨损表现在设备的价值贬值上,它不是由于使用过程中自然力的影响所产生的。造成贬值的原因有以下两种:
第一种是由于技术进步和劳动生产率的提高,生产同样设备的消耗成本,不断降低,迫使原设备贬值,也称为第一种无形磨损。
第二种是由于出现了比原设备在结构、原理、功能、造价等方面都优越的新设备,原设备显得技术上陈旧,功能落后,由此造成的贬值,也称为第二种无形磨损。
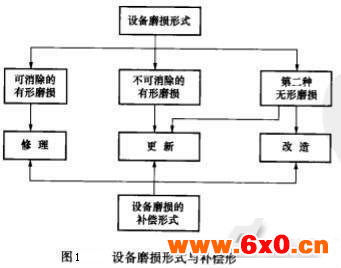
设备磨损的对策就是补偿。设备磨损的补偿就是为了恢复或提高设备系统组成单元的功能,而采取的追加投资的技术组织措施。磨损的方式和程度不同,与其对应的补偿方式也有所不同。
设备磨损的补偿方式有三种,即修理、更换和技术改造。对于一些有形磨损,可以通过修复技术来修复。对于有些损耗如零件断裂、材料老化等,只能通过部件或设备更换的方法来恢复其原有功能。而无形磨损的消除,只能在采取措施改进其技术性能,提高其技术的先进性后才能达到。在发电机组检修工作中可能同时存在修理、更换和技术改造工作。这三种不同性质的工作有着显著的区别(见图1),作为补偿方式是一种设备管理的对策,采用哪一种补偿方式,要看设备的磨损形式和磨损程度,但归根结底取决于进行补偿时的经济评价。而补偿的作用,使设备的可靠性、维修性、可用性得到了恢复和提高。
所以,设备检修的目的,就是重新完善设备系统,恢复或提高设备的功能。对于设备的损耗在物质形态上给予补偿的同时,也补偿了它的经济价值。钛浩机械是以机床主轴、回转顶针、丝杠丝杆、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品,设备检修的核心问题是根据设备磨损或损耗情况,结合企业的经营目标,对具体的设备选择正确的检修方式和检修层次,合理安排检修计划并付诸实施。








 QQ交流群
QQ交流群

