

一、简介
防火卷帘门,两边各有一根钢材导轨,中间是由尺寸相同的多根钢材连接而成。目前,有很大一部分生产设备还是停切或者气缸随动锯切,生产效率低、精度误差大。此设备可实现卷帘门导轨的高精度、不停机锯切加工。
二、工艺要求
1.设备实现不停机锯切,精度保证在3mm内。
2.主机速度可随意变化,不能影响加工精度。
3.可设定多组订单,当前组订单完成后自动执行下一组订单。
4.每一组订单可选择使用或者不使用。
三、方案
该控制系统采用维控人机界面LEVI700LK触摸屏,PLC主机采用LX3VE-1412MT构成。
1.LX3VE-1412MT有电子凸轮功能,和机械配套可完成追剪动作。
2.电子凸轮是主从轴位置同步,依靠编码器采集的位置信息来移动切料轴,不受主轴变速的影响。
3.生产订单是通过维控plc的变址寄存器在plc内制定的,订单组切换可实现不停机自动切换订单组。
四、程序简要介绍
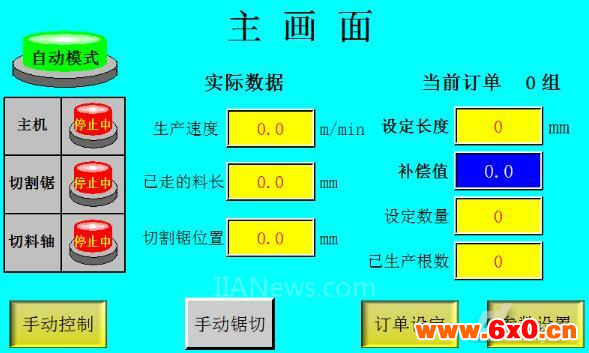
HMI程序
主画面
可现实设备的当前状态
订单设定

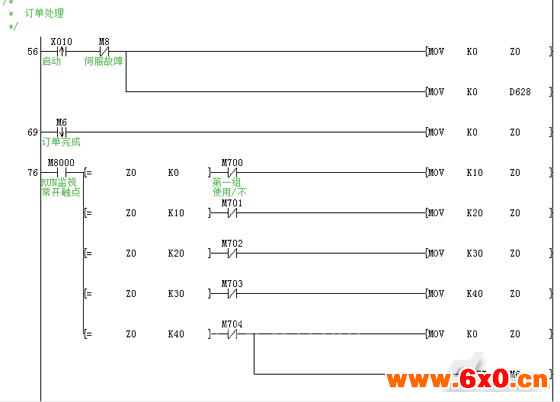
PLC部分程序:
订单处理部分程序,用的变址寄存器。
五、工程总结
1、维控的LX3VE系列plc,具有的电子凸轮功能,可高效、精准的实现设备的不停机裁切。
2、此系统是利用plc的变址寄存器在plc内做的订单,订单组切换无需等待,可有效的降低废料的产生。
六、机器图片









 QQ交流群
QQ交流群

