

1 引言
凹版印刷机是一种使用刻有凹面图形版样进行套色印刷的印刷机械。印版的图文部分凹下,而空白部分与印版滚筒的外圆在同一平面上。
凹版印刷机印刷时,印版滚筒全版面着墨,以刮墨刀将版面上空白部分的油墨刮清,留下图文部分的油墨,然后送入印刷载体(纸、塑料薄膜等),由压印滚筒在印刷载体的背面压印,使凹下部分的油墨直接转移到印刷载体上, 再经过高温箱,使油墨固化在印刷载体上,经收卷环节把印刷载体堆积或复卷成成品。。
凹版印刷机械一般具备多种颜色、多种图案的印刷功能。有几种颜色套色印刷,就需要有几种颜色的油墨和版辊,各版辊之间通过机械传统来实现套色同步。
现代印刷对印刷效率和印刷质量的要求越来越高,因此要求印刷机械具有精密的机械设计和精确的电气控制。
2 凹版印刷机传动系统
凹版印刷机主要传动系统可分为放卷部分、主电机驱动部分、收卷部分,而为避免收放卷基材偏心对张力的影响,一般在放卷后级与收卷前级各增加一套牵引机构,即放卷牵引、收卷牵引。
根据整套系统所使用的电机数目,目前行业中常用的凹版印刷机可分为:三电机系统、五电机系统、七电机系统。
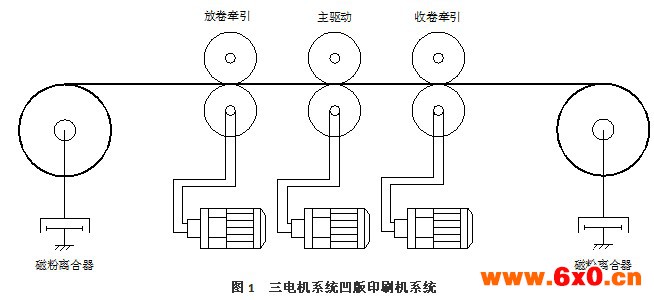
三电机系统
三电机分别为放卷牵引电机、主驱动电机、收卷牵引电机,放卷采用磁粉离合器控制张力,收卷采用力矩电机或磁粉离合器,如图1所示。
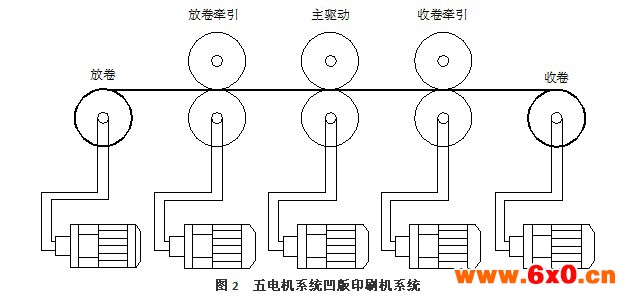
五电机系统
五电机分别为放卷电机、放卷牵引电机、主驱动电机、收卷牵引电机、收卷电机,如图2所示。
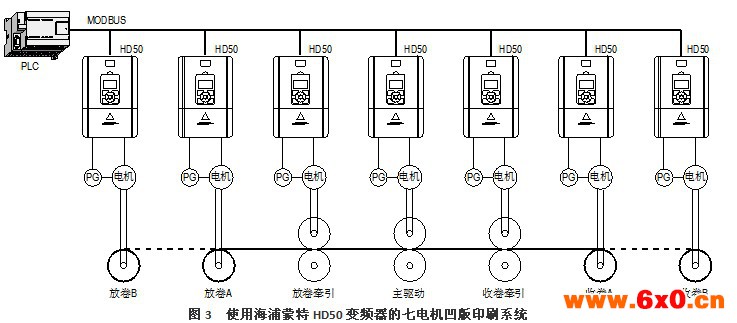
七电机系统
在五电机系统基础上,增加收放卷部分的自动换卷功能,即收卷分为收卷A轴与收卷B轴,放卷分为放卷A轴与放卷B轴,如图3所示。
3 凹版印刷机张力系统
由于五电机系统与七电机系统区别仅在于自动换卷功能,而此功能在电控系统保证恒张力控制情况下,可以完全由机械设计和印刷机电脑程序逻辑控制保证实现。通常在调试七电机系统中,只需要将五电机系统调试成功,再将收卷A轴B轴、放卷A轴B轴的变频参数设置一样,就可以实现七电机系统的运行。因此本文为方便理解,以五电机系统为例进行说明。凹版印刷机一般根据其张力控制系统分布,也可称为四段张力系统,四段张力分别为:放卷与放卷牵引之间的张力,放卷牵引与主电机之间的张力,主电机与收卷牵引之间的张力,收卷牵引与收卷之间的张力。在印刷加工过程中,要持续保持这四段张力的恒定。
为保持四段张力恒定,通常,主机按照生产速度要求设定运行频率,放卷电机、放卷牵引电机、收卷牵引电机、收卷电机则需要根据主机运行频率与各自部分的材料实际张力实时调整各自电机的运行频率,以达到张力恒定的目的。
4 凹版印刷机对变频器的技术要求
1)转速精度高
对于凹版印刷机,很多材料能够承受的表面张力很小,微小的张力的波动都有可能造成断料。这种材料生产时需要的拉升力很小,即需要保持很小的恒定张力,因此对于变频器,无论何种频率控制方式(PLC控制频率或者使用自带张力控制功能计算频率),都必须有很高的转速控制精度来满足恒定张力控制。
2)频率指令响应快
同样为了满足恒定张力控制要求,在PLC控制频率时,对于PLC给出的频率指令,无论是通讯给定还是模拟量给定,变频器都必须快速响应,这要求变频器的信号接收和处理能力要强,精度要高,变频器程序运行速度要快。
3)输出转矩稳定
在一些没有张力传感器的场合,张力的控制完全依赖于变频器对于输出转矩的控制,此时,输出转矩的稳定就直接决定了材料张力是否稳定。
4)调速范围广
对于凹版印刷机,既需要低速运行调试设备;又要求高速运行提高生产效率。目前业界使用的凹版印刷机已经从早期的100m/min以下,提高至300m/min以上,从而对变频器的调速范围提出了更高要求,不仅要求低频力矩特性要好,还要求转速控制精度高。
5)对于机械设备的摩擦以及加减速过程的波动有精确补偿
在实际生产中,由于存在机械设备的摩擦力和惯性,以及加减速过程的速度波动,往往对于材料张力造成影响。而作为一款具有张力控制专用功能的高性能变频器,必须要将以上影响考虑在内,并进行精确补偿,已达到无论在提速、降速、启动还是停机过程中,均满足恒定张力控制。
5 海浦蒙特提供的凹版印刷方案
针对目前凹版印刷机的行业应用特点,深圳市海浦蒙特科技有限公司研究开发的HD50高性能矢量控制变频器可以提供多种解决方案,满足不同用户、不同印刷设备的共性需求和特色需求。以下是运用HD50高性能矢量控制变频器实现张力控制的几种方案。
1)PLC+变频器方案+张力传感器
此方案中,PLC进行张力计算,收放卷变频器、牵引变频器、主机变频器均采用速度控制。PLC通过张力计算得出变频器的运行频率,通过模拟量或者通讯将运行频率传递给变频器。
方案优点:客户可以根据自己的产品特点与变化进行PLC程序的开发、更改。
2)变频器+张力传感器
此方案中,材料张力由张力传感器检测,并反馈给变频器,张力控制与卷径计算完全由变频器处理。
方案优点:由于目前行业内大部分凹版印刷机装有张力传感器,此方案可以在现有机械结构不需进行较大改动的前提下,节省PLC部分的成本。
3)变频器转矩控制
此方案中,可以取消张力传感器,由变频器进行电机转矩检测,从而控制张力。
方案优点:可以节省张力传感器、PLC部分的成本,并减少整套设备故障点,便于维护。
作为一款高性能矢量控制变频器,海浦蒙特HD50变频器的各种方案均已在不同的客户现场成功应用。另外,在实际使用过程中,不仅在完全满足客户要求,并且在产品对比中,无论是速度响应、力矩响应还是转速精度等,均可达到甚至超越国外知名品牌,客户均表示使用效果超过预期。
6 调试注意事项
1)由于凹版印刷机对于控制精度要求很高,因此在变频器使用前,一定要正确输入电机铭牌参数,并进行电机参数自整定。
2)对于使用编码器的场合,一定要正确输入编码器的相关参数,包括每转脉冲数、编码器类型、编码器方向等。
3)对于使用HD50内置张力控制场合,一定按照实际生产工况,输入张力控制方式(有无张力传感器)、目标张力、卷径(包括初始卷径、目标卷径等)。
7 采用HD50矢量控制变频器的应用案例
某印刷设备厂采用HD50高性能矢量控制变频器实现7电机4段张力控制,该设备的最高加工速度为180m/min,设计为可以加工X种印刷材料的加工,具备不同抗拉升系数的塑料薄膜材料的加工。
1)张力方案
PLC进行张力计算,收放卷变频器、牵引变频器、主机变频器均采用速度控制。PLC通过张力计算得出变频器的运行频率,通过通讯将运行频率传递给变频器。
2)系统框图
3)参数设置
| 设置参数 | 放卷变频 A | 放卷变频 B | 放卷牵引变频 | 主牵引变频 | 收卷牵引变频 | 收卷变频A | 收卷变频B |
| 本机地址(F17.02) | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 电机控制方式选择(F00.01) | 闭环矢量【3】 | ||||||
| 最大输出频率(F00.06) | 【100.00Hz】 | ||||||
| 上限运行频率(F00.08) | 【100.00Hz】 | ||||||
| 编码器接口卡选择(F14.00) | OC编码器【1】 | ||||||
| 编码器每转脉冲数(F14.01) | 【1000】 | ||||||
| 编码码器方向(F14.02) | 根据实际设置 | ||||||
| 频率设定通道(F00.10) | 通讯设定【2】 | ||||||
| 命令设定通道(F00.11) | 通讯设定【2】 | ||||||
| 通讯数据格式(F17.00) | 1-8-1,奇校验【2】 | ||||||
| 通讯超时检出时间(F17.04) | 【2s】 | ||||||
| 通讯错误检出时间(F17.05) | 【2s】 | ||||||

8 结束语
HD50作为一款内置张力控制模块的高性能矢量控制变频器,转速精度高,转速响应快,力矩控制稳,可靠性高,干扰性小,抗干扰性强;并且针对印刷行业的工艺特点,增加了丰富的张力控制功能。通过在印刷行业的实际应用验证,深圳市海浦蒙特科技有限公司研究开发的HD50系列高性能矢量控制变频器很好地满足了印刷设备驱动控制的高要求,得到客户的一致好评与认可。








 QQ交流群
QQ交流群

