

【Abstract】This paper mainly introduces the structure and action requirements of glass screen printing machine, and the application of electronic cam function of Delta 10MC for the realization of graphic printing on glass bottle.
【关键字】玻璃瓶丝网印刷机;10MC;电子凸轮
【Keywords】glass screen printing machine;10MC;electronic cam
在日常生活中,各种形状(如圆形、椭圆形、方形等)的玻璃瓶,如玻璃酒瓶、化妆瓶、饮料瓶等被广泛应用。瓶身上的精美图文,既作为产品的标识,也带给了人们美的享受。玻璃瓶丝网印刷机,就是一种将各种精美图文印刷于玻璃瓶瓶身的机械。
1 机械结构概述
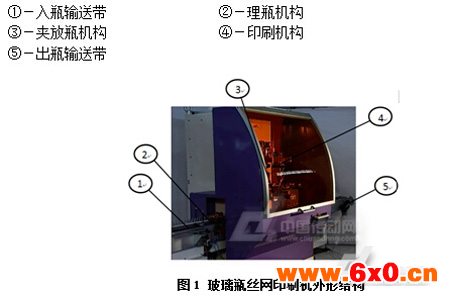
玻璃瓶丝网印刷机主要由入瓶输送带、理瓶机构、夹放瓶机构、印刷机构和出瓶输送带几部分组成,包含理瓶轴、横移轴、旋转轴、上下轴、刮板轴和丝网轴共6轴。机械外形如图1所示。
2.1设备工作过程
“入瓶输送带”将上游来的玻璃瓶送入“理瓶机构”。“理瓶机构”可根据玻璃瓶的形状和大小,更换相应的夹具。
“理瓶机构”用机器视觉对送来的玻璃瓶进行定位,保证“夹放瓶机构”夹取的瓶每次能在同一角度被送入“印刷机构”的旋转轴夹具。
“印刷机构”以旋转轴作为主轴带动玻璃瓶旋转,上下轴、刮板轴和丝网轴作为从轴与主轴保持凸轮关系,共同完成瓶身图文的印刷。
印刷完毕的玻璃瓶再由“夹放瓶机构”放入“出瓶输出带”,完成整个产品的加工。
2.2玻璃瓶外廓位置扫描
印刷圆瓶时,由于瓶径固定,只需旋转轴与丝网轴相对运动,刮板轴和上下轴保持不动即能完成印刷,相对容易。
印刷方瓶时,也只需根据方瓶的长、宽尺寸和要印刷的面数,就能确定旋转轴与上下轴、刮板轴和丝网轴所应有的运动关系。
而椭圆瓶形状较复杂,不易直接计算,所以首次印刷时,需对玻璃瓶的外廓进行位置扫描,再以这些测取的数据来构建印刷过程中所需的主从轴的电子凸轮关系。其过程如下:
扫描前,先拆掉丝网和刮板,在其相当的位置装上水平光电开关和垂直方向的距离传感器。光电开关产生的水平光束相当于丝网位置,在被物体阻隔时输出信号;距离传感器产生的垂直光束相当于刮板,其功能为在指定距离上(如图2中尺寸a所示)检测到有物体时输出信号。
当椭圆形玻璃瓶在旋转轴上安装好,未作旋转时(顺旋0度),如图2所示,玻璃瓶位于A位置,距离传感器位于C位置。
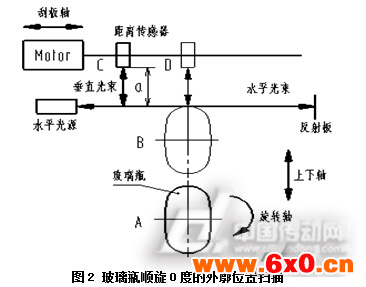
扫描开始,上下轴首先带动玻璃瓶上移至水平光束感应(如图2中B位置),此感应信号被控制器检测并作为上下轴位置的抓取信号;然后,刮板轴带动距离传感器右移至垂直光束在a距离上有物体感应(如图2中D位置),此感应信号被控制器检测并作为刮板轴位置的抓取信号。
抓取到这些位置数据后,上下轴再带动玻璃瓶返回A位置,距离传感器也返回C位置。然后旋转轴将玻璃瓶顺旋10度后,再重复上述过程。
按此方法,每次将旋转轴玻璃瓶顺转10度,就扫描、抓取、存储一次上下轴和刮板轴的位置。再使用这些数据,就能建立旋转轴与上下轴、刮板轴的凸轮曲线。一般情况下,因为玻璃瓶的外形对称,所以只需扫描到90度就能建立主轴旋转360度的凸轮曲线。
3 系统配置
根据上述机械结构与动作要求,确定控制系统架构如图3。
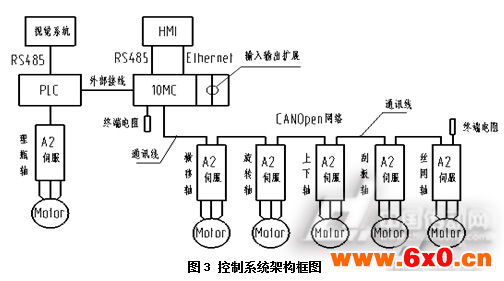
根据系统架构需求,确定采用如下表1所示的产品型号及数量。该架构中,HMI与DVP10MC11T的通讯连线有2条。一条为RS485,一条为Ethernet,分别与DVP10MC11T的PLC模块和MC模块连接。

4.1 触摸屏画面编辑与操作
“印刷产品选择画面”中,右侧按钮用于选择需印刷玻璃瓶的形状,可选择“椭圆”、“圆”和“方形”,左侧按钮用于进入相应形状产品的设置画面。以印刷椭圆型产品为例,图4为“椭圆型产品设置画面”。
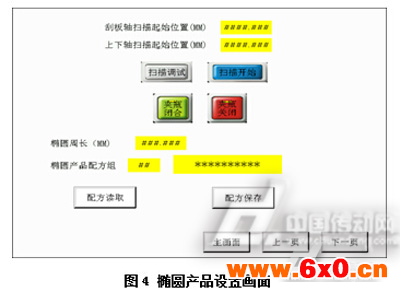
在该画面中设置好相关参数,然后按下“扫描开始”按钮,就能对椭圆型玻璃瓶外廓位置进行扫描。点击“下一页”,可对扫描到的数据进行查看。
扫描完成后,再按 “凸轮写入”按钮,便可将扫描到的数据进行运算和写入电子凸轮表。
4.2程序编写
DVP10MC11T的PLC模块部分主要用于接受外部的传感器、开关、按钮等信号和送出输送带、气缸等的控制信号,并监视和触发MC模块的运动控制,承担整个生产过程的逻辑控制任务。
而MC模块主要用于完成印刷各轴的运动控制,下面主要对MC模块的电子凸轮建立和运作部分进行介绍。
首先在CANpenBuilder软件中,作运动控制网络组态如图5。
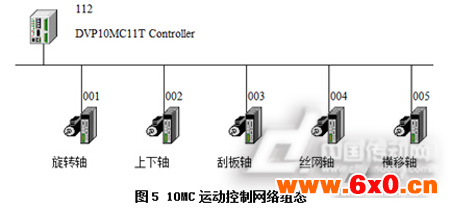
完成后,规划运动控制程序,其中包括:伺服ON及寸动,归原点及点动,配方功能,自动丝印、数据采集与凸轮建立、各轴状态及数据交换、椭圆相关计算、自学习调试、圆相关计算及凸轮、横移轴及其他。
数据采集和凸轮建立:使用MC_MoveAbsolute和MC_MoveVelocity让2、3轴按“玻璃瓶外廓位置扫描”要求动作,检测到感应信号I1、I2后,读取2、3轴位置。再使用Offset_R指令(浮点数变址寄存器指令)将读取到的Position数据变址送入指定的寄存器区块。
DVP10MC11T提供了2048个电子凸轮关键点,每点有4个寄存器进行设置。如第1个电子凸轮关键点的4个寄存器编号和通讯地址如图6所示。
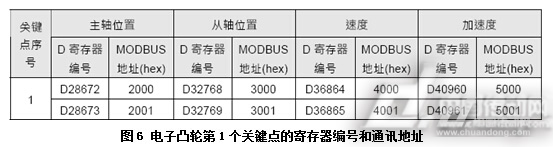
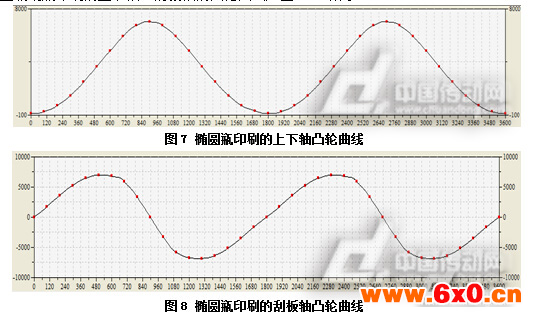
这样便可通过给关键点的寄存器赋值来动态修改一个已经建立且确定了凸轮点数的CAM表的凸轮曲线。而使用DMC_CamSet指令可激活修改后的凸轮曲线。按此方法,作出的椭圆型玻璃瓶印刷的上下轴、刮板轴的凸轮曲线如图7、8所示。
而丝网轴的凸轮曲线是根据触摸屏上“椭圆周长”设置,对已建好的丝网轴凸轮曲线作缩放比例完成的。其返回再由定位指令完成。
自动丝印:按下启动按钮,PLC模块在玻璃瓶定位完成和夹瓶放入旋转轴后,便启动MC模块的凸轮啮合。这主要是对MC_CamTableSelect、MC_CamIn、MC_CamOut指令进行使用。
其中MC_CamTableSelect指令用于选择凸轮表,本项目中建立的CAM表种类包括:上下轴、刮刀轴、丝网轴、圆、四角瓶上下轴、丝网新、放大丝网凸轮、四边形刮刀轴、四边形丝网轴。
5 使用效果
目前该方案的应用效果已经得到客户认同,开始陆续出货。该方案除了在玻璃瓶丝网印刷中应用,还可扩展到陶瓷瓶、塑料瓶等的丝网印刷及烫金机等设备的应用。
作者简介:
谭坤鹏,男,生于1985年,毕业于重庆大学,机械电子工程。现任中达电通股份有限公司工业控制系统产品开发处应用工程师,从事PLC、HMI、工业电源、以太网交换机等产品的工程应用和技术支持。








 QQ交流群
QQ交流群

