

一、项目简介
1.1行业介绍
标签印刷机最早使用的是拉杆型的标签印刷机,机械式套位,配件之间容易磨损,误差随着使用的时间的延长会增大,速度慢,套位不精准;而今逐步采用电脑型的,其套位准确,生产出来的产品精度高,满足客户的需要,而且操作方便。斜背式印刷机是不干胶印刷行业中属于电脑型的较早期机型,可实现印刷、模切、覆膜或烫金功能;由于其功能全面在不干胶行业内使用较广泛。
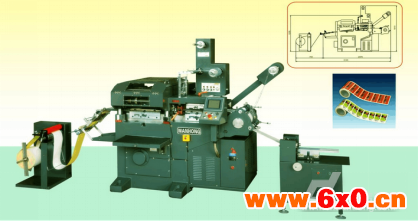
图1-1斜背式标签印刷机
二、系统设计方案
2.1方案背景
在不干胶标签印刷方面以凸版印刷为主,连续式输纸是最先进的印刷形式,往复式次之,间歇式输纸是最初级且精度最低的输纸方式。单张纸不干胶标签印刷是中国特有的加工方式,在国外已很少见了,国内的不干胶标签印刷水平只处于初级阶段,同世界先进水平有较大差距。斜背式标签印刷机属于间歇式的输纸方式加工,目前市场上使用的控制系统方案为PLC+HMI操作控制伺服及变频进行送纸印刷生产;其中PLC使用最多的品牌是三菱、汇川等;HMI使用最多的品牌为威纶通及汇川。但是针对国内的生产实际情况,对于小型的印刷设备需求量还是比较大的,对于市场上逐步使用的PLC做控制器的方案也已经是稳定成熟的市场;永宏功能型PLC和HMI的高性价比(PLC单轴脉冲输出达200KHz),应对该市场能够有较高的竞争优势;该应用优势能够在该市场有较好的应用前景。称重灌装机系统方案如表2-1。
| 系统方案 | 控制器 | 操作界面 | 伺服系统 |
| 方案1 | 三菱PLC | 威纶HMI | 安川驱动器 |
| 方案2 | 三菱PLC | 维纶HMI | 松下驱动器 |
| 方案3 | 汇川PLC | 汇川HMI | 安川伺服 |
| 方案4 | 永宏PLC | 永宏HMI | 安川伺服 |
| … | … | … |
|
表2-1称重灌装机系统方案
2.2客户需求
根据客户要求,斜背式不干胶标签印刷机的主要功能包括:定长印刷和定色标印刷功能。在设备的传送末端还带有切张功能(可启用或停用),两种模式下配合计数切张,实现拼版的功能(不同长度成一张),多种报警停机功能(主机超速,无纸,断纸及丢色标等)。另外客户还需要实现触摸屏屏保显速,定期催款密码支付及双语操作等功能。斜背式印刷机具体功能要求如表2-2。
| 要求1 | 定长印刷切张。 |
| 要求2 | 定色标印刷切张。 |
| 要求3 | 印刷拼版功能。 |
| 要求4 | 模切&烫金功能。 |
| 要求5 | 精度在0.1mm以内。 |
| 要求6 | 加工效率150pec/小时(350mm)。 |
| … | … |
表2-2斜背式印刷机具体功能要求
2.3解决方案
斜背式印刷机根据最终设备使用的动作及工艺要求,该系统设计过程主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)选型配置、机械结构和电气控制等三部分,系统软件设计包括流程控制、I/O配置和程序设计等三部分;斜背式印刷机设计参数如表2-3;称重灌装机实物图如图2-1。

表2-3称重灌装机设计参数 图2-1称重灌装机实物效果图
基于上述各项技术指标,从斜背印刷机系统方案架构图2-2示;本方案控制系统采用永宏FBs系列功能MC型PLC控制器,主要控制整体设备的动作流程;执行机构采用伺服及步进电机,主要控制设备的印刷送纸及烫金送纸;外部通过计数接近开关、停机接近开关及故障停车开关实现报警后停车定位的功能;上位机采用HU7寸触摸屏,提供自动操作、手动测试、设备使用期限及各状态的报警等界面。
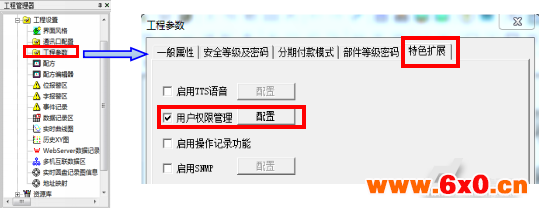
图2-2系统方案架构
三、硬件配置
3.1硬件配置
斜背式标签印刷机的系统硬件组成由永宏FBS-40MCT2-ACPLC控制器、HU070L-007寸触摸屏、印刷送纸采用安川1KW伺服驱动器及模切座采用汇川7.5KW变频器和外围输入输出线路(包括按钮、指示灯和蜂鸣器等)。斜背印刷机系统硬件清单如表3-1;系统硬件配置如图3-1。
| 硬件明细表 | ||||
| 产品类型 | 品牌 | 产品型号 | 数量 | 替换产品 |
| PLC | 永宏 | FBS-40MCT2-AC | 1 | FX-2N |
| HMI | 永宏 | HU070L-00 | 1 | 威纶通 |
| 伺服系统 | 安川 | SGMGV09ADC61 | 1 |
|
| 变频器 | 台达 | VFD-B022B21A | 1 |
|
| 传感器 | 阳明 | PL-05N等 | 诺干 |
|
| 明纬 | S-100-24 | 1 |
| |
| 电气部件 | …… | …… | 若干 | 无 |
| 机械部件 | …… | …… | 若干 | 无 |
系统硬件清单如表3-1
硬件配置图(可参考如下)

图3-1称重灌装机硬件配置图
3.2机械结构
斜背间歇式标签印刷机的机械结构主要由五部分组成:自动送纸机构、斜背四色上刷印色、凸版模切及烫金、间歇送纸辊轴及切张收纸机构。斜背式标签印刷机的整体结构解析如下图。
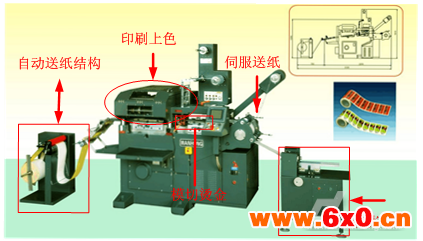
图3-2称重灌装机整体结构
3.3电气控制
斜背式标签印刷机的电气控制采用永宏PLC作为设备核心控制单元,实现对伺服位置控制间歇送纸、步进电机烫金和变频器模切及切张计数等执行单元的控制。斜背印刷机的PLC接线原理如图3-3,PLC电气控制柜接线如图3-4。
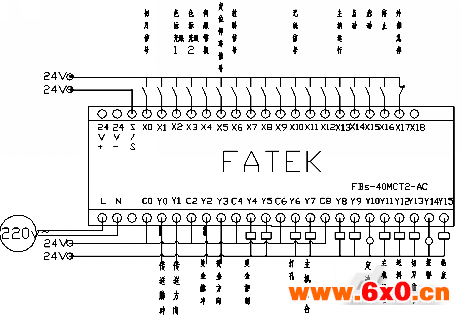
图3-3斜背式标签印刷机电气控制原理图

图3-4斜背式标签印刷机PLC电气控制柜接线图
四、系统软件设计
4.1工艺流程
斜背式标签印刷机的工艺流程主要包括四部分:自动送纸、多色印刷、模切烫金及切张计数4个部分;自动送纸部分主要实现在间歇式伺服送纸的时候,如果拉的比较紧自动快速送纸,有裕量就保持不动的功能;多色印刷及模切烫金的功能是由变频器带动电机转动然后通过机械传动实现的功能,这样需要伺服的间歇送纸速度必须保证机械动作下一次前,已经送纸到位等待印刷与模切烫金;切刀计数切张主要与拼版功能配合,实现单张纸上有多种长度的图案拼接完成再切张成品;。全自动工艺流程如图4-1。
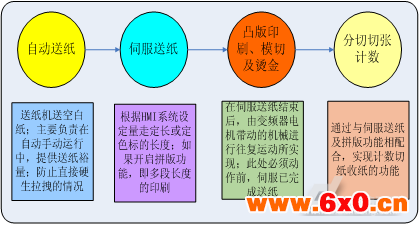
图4-1全自动工艺流
4.2控制流程图
斜背式标签印刷机的控制流程图,主要介绍了关于2种模式的主要控制流程;关于停机处理的流程为:手动调机及自动完成任务停机为伺服送纸及切刀动作切完成,变频器停在停车点,由定位停车接近决定(为减少废品)。而故障停机等都必须直接停机,保证生产安全。如图4-2所示:
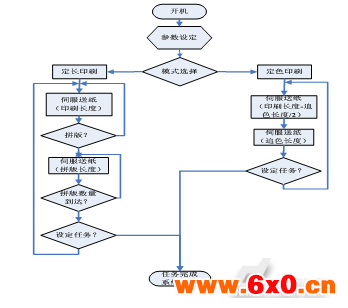
图4-2斜背式标签印刷机的控制流程图
4.3I/O点配置
根据斜背式标签印刷机工艺流程和控制流程要求,进行了永宏PLC程序I/O点配置;永宏PLC输入、输出点配置如表4-1。
| PLC输入点配置 | PLC输出点配置 | ||||||
| 编号 | 批注 | 编号 | 批注 | 编号 | 批注 | 编号 | 批注 |
| X0 | 切刀信号 | X5 | 定位停车信号 | Y0 | 伺服脉冲信号 | Y4 | 烫金控制 |
| X2 | 色标电眼 | X6 | 拉料信号 | Y1 | 伺服方向信号 | Y7 | 主机离合 |
| X3 | 色标电眼 | X10 | 无纸信号 | Y2 | 步进脉冲信号 | Y10 | 定速 |
| X4 | 伺服警报 | X13 | …… | Y3 | 步进方向信号 | Y11 | …… |
表4-1PLC输入、输出点配置表
4.4PLC功能指令应用
4.4.1脉冲输出指令
永宏PLC脉冲输出控制有专门的位置命令输出指令(FUN140),永宏FUN140指令的命令设置方式采用的是表格的形式进行填表编辑;使用永宏脉冲输出指令可以很好的实现对旋转角及往复行程的控制。永宏PLC脉冲输出控制程序如图4-3,永宏PLC脉冲输出控制设置表格如图4-4。
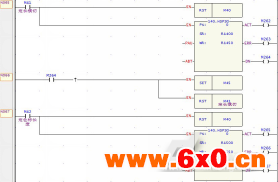
图4-3脉冲输出控制程序
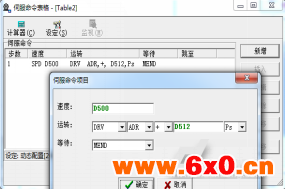
图4-4脉冲输出控制表格
4.4.2用户登入的使用
永宏HMI用户操作权限机制和WindowsNT类似,采用用户组和用户的概念来进行操作权限的控制。在该软件中可以定义多个用户组,每个用户组中可以包含多个用户,同一个用户可以隶属于多个用户组。操作权限的分配是以用户组为单位来进行的,即某种功能的操作哪些用户组有权限,而某个用户能否对这个功能进行操作取决于该用户所在的用户组是否具备对应的操作权限。用户能够自由组态可输入部件的操作权限,只允许有操作权限的操作员才能对某些功能进行操作。
使用介绍:
在软件中,选取“设置”菜单中的“工程参数”菜单项中的“特色扩展”,属性页,弹出如下:
图4-5
勾选“用户权限管理”,单击【配置按钮】,弹出如下用户管理窗口;
添加新的用户名,选中一个用户时,
点击属性或双击该用户,会出现用户属性
设置窗口,如右图,在该窗口中,可以选
择该用户隶属于哪个用户组。
添加新的用户组,选中一个用户组时,
点击属性或双击该用户组,会出现用户组属
性设置窗口,如下图,在该窗口中,可以选
择该用户组包括哪些用户。
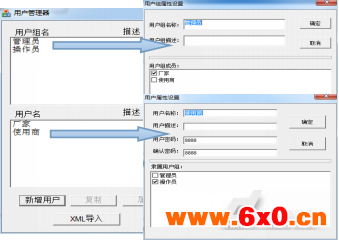
图4-6
操作权限设置:
“位开关”、“字开关”、“功能开关”、“数值输入/显示”、“文本输入/显示”、“配方传输”、“下拉列表”、“下拉清单”、“复合型功能开关”以上9种部件可进行操作权限设置;下图为功能开关的具体范例。
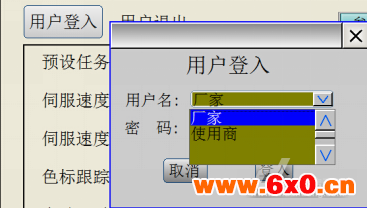
图4-7功能开关权限功能
图4-8触摸屏实际运行界面
用户操作权限在运行时才体现出来,在进行操作之前首先要进行用户登录,登录成功后该用户才能进行所需的操作,完成操作后退出登录(HSX10000.2),使操作权限失效。用户登录、退出登录、运行时修改用户密码和用户管理等功能的状态显示通过使用字状态显示控件(HSW10001值标识)来显示当前的客户状态;对于“用户登入”和“修改密码”功能,组态已经内置的功能子画面(画面号1011和1012)做工程时可以直接调用。
五、结论(实施结果)
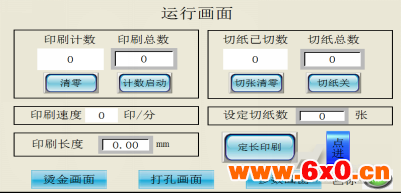
图5-1设备HMI操作图

图5-2现场调试照片
通过现场调试,斜背式标签引述家生产效率能够达到误差精度在0.1mm的误差范围以内,并且在350mm的印刷速度达到150pec/min以上。客户所在的地区主要印刷的印刷设备,如不干胶模切机等;现在对PS版印刷设备算行业内的高端印刷设备,而不干胶模切机作为比较早期的机型,所针对的客户主要都是比较小型的个体用户。对于当前经济发展形势,如果想要发展个体零售销量必须将旧型号的机型机型功能或效率的提升才能够继续保持市场;使用永宏PLC不仅能够节约设备的生产成本,并且能够充分保障设备的稳定性;同时,永宏市场上所提供的技术支持配合客户开发新机型对于客户也是一大优势。









 QQ交流群
QQ交流群

