

1、行业介绍
印刷开槽机,又称水性印刷开槽机、纸箱印刷开槽机、水墨印刷开槽机或瓦楞纸板印刷开槽机,是将印刷、开槽、切角、压线、切边五道工序合为一体的综合性纸箱加工设备,是瓦楞纸箱生产中不可或缺的后道加工设备。按照不同的色组,印刷开槽机又单色、双色、三色、四色等多种机型。
近几年来纸箱行业取得了飞速的发展,其中印刷开槽机是后道工序中非常重要的设备;在国内中低档设备价格竟争异常激烈,优良可靠的系统方案和低成本已是众多设备厂商所追求的方向。
纸箱印刷机是能够将所需的文字、图案及其它信息印至纸箱箱体表面的印刷设备,它一般包括装版、涂墨、压印、输纸等工艺流程。纸箱印刷一般有单一印刷、印刷带开槽/模切、印刷开槽/模切、粘箱及联动生产线等。
2、系统设计方案
2.1方案背景
全自动高速水性印刷开槽模切机目前市场上使用的控制系统方案为PLC+HMI或者工控机;其中PLC使用最多的品牌是台达、西门子和欧姆龙;HMI使用最多的品牌是昆仑通态和显控。由于永宏经济型PLC的高速联机功能的特点,使整套机组前后控制几乎无延时,而诸如台达等PLC则明显滞后,导致一些功能还得走线;再加上经济等特点;
| 系统方案 | 控制器 | 操作界面 |
| 方案1 | 工控机 | PC系统 |
| 方案2 | 台达PLC | 昆仑通态HMI |
| 方案3 | 松下PLC | 显控HMI |
| 方案4 | 欧姆龙PLC | 欧姆龙HMI |
| 方案5 | 永宏PLC | 永宏HMI |
纸箱印刷机在工作时先将要印刷的文字和图像制成印版,装在印刷机上,然后由人操作印刷机把墨均匀涂敷于印版上有文字和图像的地方,再直接或间接地转印到瓦楞纸板或纸箱上,从而复制出与印版相同的印刷复制品。
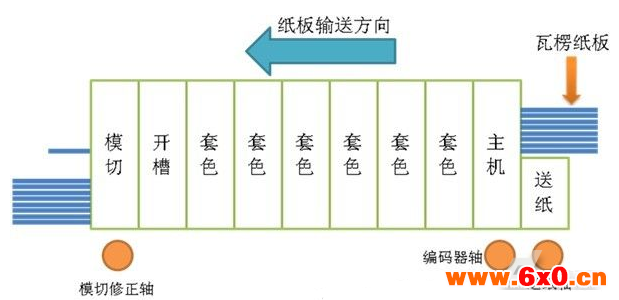
模切机每部分承担不同的工序,其中作为其它部件支撑体的轨道,用于引导其它部件移动并承载其质量;印刷开槽模切机的起始部件是送纸部,它会连续、精确、自动地把送纸台上的原始纸板依次送入印刷、开槽及模切等部分,同时为了有效保证印刷质量,送纸部会将原始纸板表面变得清洁;印刷部中的每个色组对应一种颜色,一般由4或6组相同的设备组成(4色印刷或6色印刷),清洁后的原始纸板通过印刷部时,纸板和印版会相互重合,纸板上将附着印版上的油墨,纸板的印刷即被完成;紧接着印刷完毕的纸板会送入开槽部,进过对纸板进行开槽、打孔、切角、压痕、修边等加工后,印好的纸板已经变成了纸箱箱坯;模切部对印好文字图案的纸箱箱坯进行滚切加工。因此,原始纸板先后经过送纸部、印刷部、开槽部和模切部(可选)后,变成印好文字图案的纸箱,再根据纸箱的具体使用需要,经过后续设备的加工处理,完整的纸箱成品就制作完成了。
2.2结构介绍
印刷开槽模切机一般由以下几个部分组成:
(1)送纸部:电控部分采用PLC、触摸屏和变频器。操作员可在触摸屏设定纸张的长、宽等相关数据,调整前挡板、侧挡板的位置,使得后续的各部定位准确,取得良好的印刷、模切效果。
(2)印刷部:由多个单色印刷部组成,均采用PLC与触摸屏控制。彩色原稿经过电子分色制版成反面图像,然后通过印刷机进行印刷,将水墨从印刷机网纹辊上转移到印刷版上,再将水墨从印刷版上转移到瓦楞纸板上。通过套色、叠色得到正面的图像,实现原稿样箱的复制。在触摸屏上可以调整印刷位置,印压滚筒的深度等。
(3)开槽部:对印刷好的纸板进行压线开槽的工序。各刀具的位置通过触控画面可调。
(4)模切部:模切的相位可通过触摸屏调整设定,由PLC程序控制,配合高速脉冲计数,取得精准的开模效果。
3、解决方案
3.1硬件配置
全自动高速水性印刷开槽模切机的系统硬件由永宏1台FBs-40MCPLC作为主控制器、4台FBs-MA系列PLC作从机控制印刷部、模切部,再有一台FBs-MA系列PLC作为从机来控制开槽部,整套系统再使用永宏最新的C3系列HMI触摸屏实现参数的修改以及数据的实时显示,通过变频器控制电机进行相位调整,再有一些外部设备(包括按钮、指示灯和蜂鸣器等)组成。
全自动高速水性印刷开槽模切机系统硬件清单如表。
| 硬件明细表 | |
| FBs-MC永宏PLC主机 | 1台 |
| FBs-MA永宏PLC主机 | 5台 |
| 永宏C3触摸屏 | 6块 |
| FBs系列I/O扩展模块 | 3块 |
| 16个 | |
| 永宏E10变频器 | 7台 |
| FBs-CB5通讯模块 | 5个 |
| FBs-CM55E通讯模块 | 1个 |
| 传感器 | 若干 |
3.2主要控制部件图

3.3I/O图(部分)
| S/S + | C0 220V | ||||
| X0 | 左档编码器A | 000 | Y0 | 左档左行接触器 | 050 052 |
| X1 | 左档编码器B | 001 | Y1 | 左档右行接触器 | 051 053 |
| X2 | 左档左行开关 | 002 | C2 220V | ||
| X3 | 左档右行开关 | 003 | Y2 | 右档左行接触器 | 055 057 |
| X4 | 右档编码器A | 004 | Y3 | 右档右行接触器 | 056 058 |
| X5 | 右档编码器B | 005 | C4 220V | ||
| X6 | 测速 | 006 | Y4 | 推纸前行接触器 | 060 062 |
| X7 | 急停开关 | 007 | Y5 | 推纸右行接触器 | 061 063 |
| X8 | 推纸编码器A | 008 | C6 220V | ||
| X9 | 推纸编码器B | 009 | Y6 | 托纸上行接触器 | 065 067 |
| X10 | 右档左行开关 | 010 | Y7 | 托纸下行接触器 | 066 068 |
| X11 | 右档右行开关 | 011 | C8 220V | ||
| X12 | 推纸前行开关 | 012 | Y8 | 行走合体接触器 | 070 072 |
| X13 | 推纸后行开关 | 013 | Y9 | 行走分体接触器 | 071 073 |
| X14 | 托纸上行开关 | 014 | Y10 | 上吸风接触器 | 075 |
| X15 | 托纸下行开关 | 015 | Y11 | 下吸风接触器 | 076 |
| X16 | 手动合体按钮 | 016 | C12 220V | ||
| X17 | 手动分体按钮 | 017 | Y12 | 送纸阀继电器 | 077 阀24+/0100 |
| X18 | 主机启停按钮 | 018 | Y13 | 齐纸阀继电器 | 078 阀24+/0101 |
| X19 | 主机加速按钮 | 019 | Y14 | 总气锁继电器 | 079 阀24+/0102指示+/0103 |
| X20 | 主机减速按钮 | 020 | Y15 | 报警继电器 | 080 报警器220V/0104 |
| X21 | 主机正点按钮 | 021 | C16 220V | ||
| X22 | 主机反点按钮 | 022 | Y16 | 主机继电器 | 081 运行SC/NC/S2/FWD |
| X23 | 总抬版上开关 | 023 | Y17 |
|
|
| X24 | 总抬版下开关 | 024 | Y18 |
|
|
| X25 | 连续送纸按钮 | 025 | Y19 |
|
|
| X26 | 隔张送纸按钮 | 026 | C20 SC | ||
| X27 | 齐纸启停按钮 | 027 | Y20 | 主机加速 | S1 |
| X28 | 整机归零按钮 | 028 | Y21 | 主机减速 | S2 |
| X29 | 报警按钮 | 029 | Y22 | 主机正点 | S3 |
| X30 | 总气锁按钮 | 030 | Y23 | 主机反点 | REV |
| X31 | 锁紧按钮 | 031 |
C1 + | ||
| X32 | 下吸风启停按钮 | 032 | |||
| X33 | 送纸光电开关 | 033 | Y1 | 锁紧松指示 | 090 |
| X34 | 送纸接近开关 | 034 | Y2 | 连续送纸指示 | 091 |
| X35 |
|
| C3 + | ||
|
|
|
| Y3 | 隔张送纸指示 | 092 |
|
|
|
| Y4 | 齐纸指示 | 093 |
|
|
|
| C5 + | ||
|
|
|
| Y5 | 主机运行指示 | 094 |
|
|
|
| Y6 | 下吸风运行指示 | 095 |
3.3设备作业图

4、系统软件设计
4.1设备操作流程图

4.2工艺流程
设备工艺流程:此设备首先将已经成型的瓦楞纸板(三层、五层、七层)放置到送纸台,然后通过前缘送纸系统将纸板逐张送入机器,然后将需要的文字、图案等进行套色印刷,然后通过开槽部进行箱体的初期开槽,然后再经过模切部进行纸板的二次定型俢边;
4.3应用指令说明
4.3.1高速计数功能
主机和开槽部PLC具备4个100kHz的硬件高速计数器(HHSC)和4个频率总和为5kHz的软件高速计数器(SHSC),无需另加高速计数模块即可满足系统需求。软件高速计数器支持U/D,P/R,A/B三种计数模式,硬件高速计数器更是支持U/D*2,P/R*2,A/B*2,A/B*3,A/B*4,共计8种计数模式。
4.3.2永宏PLC间高速link通讯
永宏PLC通过通讯口port2,可实现主机之间的高速CPUlink。高速联机时,最高BaudRate为921.6Kbps,最低为38.4Kbps(可调);DataBit固定为8-bit;数据以原始码(也就是数据本身的二进制码)传输(比ASCIICode快一倍);错误检验方法采用比hecksum方式稳定可靠的CRC-16。高速联机的数据传输理念是以COMMONDATAMEMORY观念来设计,每站最多支配32word长度的资料区域。例如主站将R0~R9的内容送出,则所有从站PLC的R0~R9的内容都会与主站相同;2号从PLC将R10~R19中内容送出,则主站及其它从PLC的R10~R19的内容都会与2号站相同,依次类推。只需要在主站调用FUN151指令,并添加通讯命令,如下图所示,即可方便完成通讯功能。而不需要在每一站分别写通讯命令,轮流占用信号传输通道,因此这种方式有着显著的优越性;
4.3.3永宏PLC与变频器Modbus通讯
FUN150(M-BUS)指令提供永宏PLC(主站)通过Port1、2、3或4以ModBus通讯协议与具有该通讯协议的智能型外围(仆站)联机。一个通讯端口可经由RS-485接口最多与247台仆站联机互享数据。被FUN150指定使用的通讯端口就是该ModBus网络的主站。利用程序书写方式或填表格方式来规划数据流控制;即要从哪一台仆站读取何种数据存放到主站(PLC),或从主站(PLC)要写何种数据至仆站,仅需利用七个缓存器来定义,每七个缓存器定义一次传输交易。从而实现与变频器的通讯控制。
5、项目难点&解决方法
Ø5.1自动变频器相位调整难点
对于纸箱印刷机设备,简单易用的相位调节非常重要,客户要求既要准确显示当前相位数值,又要对相位实现简单快速的调整,而且要保证每次正反相位调整时尽量小的出现机械误差,同时要求印刷辊运行平稳;
此难点解决方案:
首先为了可以直观明白的显示当前值,同时简单的对设备进行调整控制,我们使用C3触摸屏做显示端来进行完整的数据显示控制调整;然后为了解决机械误差问题,我们在程序中做了一个可以判断相位正反切换的程序段,然后在每次正反转切换时都会执行此段程序然后进行机械间隙补偿;对于运行平稳要求,加入了一段调整中的多段速调节,实现设备的平稳运行;

Ø5.2开槽部全自动排刀难点
对于纸箱印刷机开槽部,以前都是通过简单的手动点击来对设备进行操作控制,效率低,而且显示不直观,客户想要做到自动排刀,自动进行刀位的控制,并实时对当前位置进行显示,而且可以快速操作
此难点解决方案:
针对此难点,首先要求客户首先提高减速机的减速比,来提高设备整体的运行平稳性,然后要求使用永宏PLC的高速计数器,来进行刀位、刀宽的精准控制,在此永宏PLC的丰富的高速计数口得到了充分体现;然后结合纸箱成型原理,进行程序段的编写优化,最大化的提高设备的智能化
Ø5.3前后数据的实时交换以及控制的衔接难点
由于设备的操作点相当繁琐,因此主控制面板的功能就相当重要,客户要求,在主机部分可以实时快速显示后面各部数据,并且可以做到订单存储,而且要求在前段和最末端要对中间各部进行快速响应控制
此难点解决方案:
对于此难点我们就最大限度的发挥永宏PLC的高速联机功能优势,使用此功能我们将各个点位进行映射控制,然后再将需要的数据进行实时传输,然后对于客户要求的订单部分,我们通过触摸屏做订单处理,然后再对数据进行二次交换,然后来实现客户的要求;
6、开槽刀、控制系统对设备的影响
纸箱印刷开槽机、成型机以及各种印刷模切开槽等多功能联合机.具有优质高教、结构紧凑等特点,被纸箱包装企业普遍选用。开槽刀是其中必需的刀具,它的使用寿命直接影响纸箱开槽质量和制造成本,是同类企业质量管理和成本管理工作中需要改进的难题之一。
在当今以质量价格为核心的市场激烈竞争中,这个问题越来越多地被有关企业领导所关注,促使企业挖潜革新、节支增效,走内涵型发展的道路。
而控制系统,由于市面上现在好多产品都是周岁试的产品,导致客户买到机器后后期控制系统出问题解决相当麻烦,而一款可靠的产品对于设备至关重要,而西门子等高端产品价格又相当昂贵,因此一款合适的定位PLC很重要,永宏PLC则恰恰再这方面有得天独厚的优势;
7、结论(实施结果)
通过现场调试,全自动排刀印刷开槽机自动排刀系统运行稳定,控制界面操作简便,机组之间通讯快速,操作低延时,大大提高了设备的稳定性和可靠性。从而高性价比的永宏PLC在全自动排刀印刷开槽机上得到了很好的应用。
自动排刀系统比手动排刀效率要高出60%以上。大大降低了调整时间;而且明白的位置显示为使用者带来更直观的体验;使用全自动排刀开槽机替代手动排刀,可以减少人工,节约人工成本。生产产量高,将时间用在生产上不至于浪费在一次次的排刀上、以及一次次的相位调整上;这样就大大提高了设备的产品产量,给客户带来更大的经济效益;操作界面简单易学,对于设备使用初学者使用特别简单,同时高速联机,使设备响应高速,大大提高了使用者的使用体验;
客户对于此套自动控制系统表示非常满意,无论是从后期现场拆机再次布线,还是设备使用,以及对于生产效率的提高都表示达到行业领先








 QQ交流群
QQ交流群

