

1引言
随着人们对不干胶商标印刷效率和精度要求的提高,间歇式轮转机已经成为不干胶商标印刷机的一个发展趋势。它比较卫星型和叠层式印刷机具有更快的印刷速度、更能节省印刷材料等特点。目前,各大企业的印刷不干胶商标的间歇式轮转机主要依靠进口,其价格昂贵,操作和维修都不够方便。国内一些公司也正在致力于自主开发,但是就目前情况而言,还是不能完全达到不干胶商标间歇式轮转印刷机的控制要求,体现在套准精度不够,加减速时走位。这主要是因为在印刷过程中,印刷轴之间不能够精确同步以及随着印刷速度和卷筒纸大小的改变,印刷纸张的张力改变而引起的。为_r解决这一问题,我们研制了基于多轴运动控制器的间歇式轮转印刷机控制系统。
2间歇式轮转机工作原理及过程
2.1间歇式轮转机工作原理
高性能不干胶商标间歇式轮转机一般采用无轴结构,即没有传动轴,印刷轴和拖料轴有各自的电机驱动。它主要由放纸机、拖料轴(包括拉纸轴和送纸轴)、印刷轴、收纸机组成,其结构原理图,如图1所示。
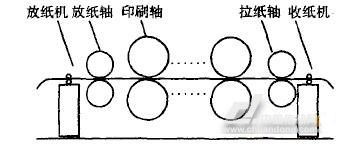
图1间歇式轮转机结构原理图
2.2不干胶商标间歇式轮转机工作过程
间歇式轮转机的主要运动形式是间歇运动。在—个印刷周期内,其动作过程,如图2所示。印刷轴向同一方向匀速旋转,当印刷版接触印刷材料时,拉纸轴、送纸轴和印刷轴保持同步(瞬时相线速度为零),开始印刷。在印刷过程中,这三轴一直保持同步。当印刷版脱离印刷材料时,印刷完毕。此时,拉纸轴、送纸轴先减速为零,停止运动一段时间,再反向旋转,当印刷轴旋转到印刷版再次接触印刷材料时,就进入了第二个印刷周期了。
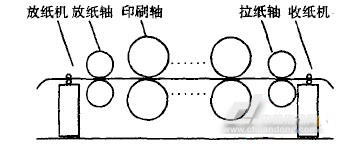
图2轮转机各轴动作关系
3控制系统设计
3.1系统硬件设计
3.1.1运动控制器
控制系统的运动控制器选用英国Trio公司的Eur0209,它是一款欧式结构的数字运动控制器,以用于数据实时处理的高性能DSP为内核,产生16位分辨率的IOV速度给定信号,集成了容量为1Mbyte的存储器,一个以太网接门,一个RS232接Ll,还有16路24V输入、8路24V输出、2路12位分辨率的(0.10)V模拟量输入,以及一个24V/lOOmA的看门狗继电器输出。该控制器可以控制l到8个轴的伺服或步进。可独立脱机运行,支持多任务程序(最多允许7个程序按优先级别同时运行)。
3.1.2触摸屏
利用触摸屏可以建立友好的人机界面,在触摸屏上可以实现产品计数,设置吲乍犊式(手动或自动),设置湿示印刷版长和印刷速度,在线调整张力,异常报警等功能。考虑到性能、价格,选用威纶MT506触摸屏,自带的EasyBuilder500组态软件简单易用又功能强大。
3.1.3伺服电机
根据功率和转速要求,选用日本安川Σ-II系列SGMGH伺服电机。—共8个f硼匣电机,其中6个连接印刷轴,2个连接拖料轴。
3.2系统软件设计
3.2.1多轴同步控制
多色轮转印刷机要求各种颜色印刷轴之间保持同步运行。传统轮转印刷机通过采用机械长轴传递运动到各印刷轴来保持同步,其精度和效率都受机械传动装置制约。使用电子虚拟轴功能。可以克服以上缺点,实现无需机械传动轴的无轴同步运行。Eur0209运动控制器除了最多可控制的8个物理轴以外,另外还支持2个电子虚拟轴功能。通过ADDAX指令把电子虚拟轴的运动叠加到各印刷轴,再进行位置补偿,就实现了各种颜色印刷轴之间同步运行。
3.2.2恒张力控制
在印刷过程中,纸张必须具有一定的张力。但是张力不稳会引起套印不准、重影甚至纵向皱褶。恒张力控制也是通过Eur0209的另一个电子虚拟轴和ADDAX指令来实现的。其主要原理足控制拉纸轴和送纸轴的相位差,也就是在拉纸轴和送纸轴同步的基础上,进行一个位置补偿。在线调整这个位置补偿量,直到套印误差在允许范围内。最后把补偿量用变量保存下来。在印刷过程中及时的调用这个位置补偿量就达到了恒张力控制的目的。
3.2.3各轴协调动作
间歇式轮转印刷机要求拉纸轴、送纸轴在每个印刷周期(印刷轴旋转一圈的时间)中完成一次正反转动作循环,并在正向转动和与主轴同步中完成印刷动作。在Eur0209运动控制器中,整个过程可以由MOVElink指令来实现。
3.2.4带前馈的PID控制
本控制系统采用带前馈的PID控制策略,把前馈控制和反馈控制结合起来,这种控制策略既具有前馈控制及时的特点,又可以补偿多个扰动引起的偏差。其结构,如图3所示。
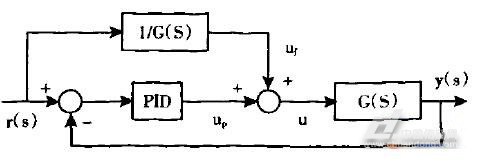
图3带前馈PID控制结构
在多轴运动控制器Eur0209中,通过轴参数P_GAIN、I_GAIN、D_GAIN和VFF_GAIN来实现带前馈PID控制。
4实验结果与分析
将系统中的Eum209运动控制器通过以太网接口与Pc机连接后,就可以对该系统进行现场在线调试。采用MotionPerfect2自带的软件示波器来追踪轴以及运动的参数。使用轴参数窗口来监视,改变控制器上轴的运动参数。轴参数P_GAIN、I_GAIN、D_GAIN和VFF_GAIN影响着控制系统性能,这四个参数之间也相互影响。稳定不跑位是对不干胶商标印刷机最基本的要求,轴参数P_GAIN和VFF—cAIN对其影响最为明湿。为了简化实验步骤,在轴参数I_GAIN和D—GAIN为定值的情况下,通过调节参数P_GAIN和VFF_GAIN来进行研究。
该控制系统的精确性用随动偏差FE来评估。当印刷轴转速为33.6r/rain,软件示波器采样周期为500res,轴参数I_GAIN=0.01,D—GAIN=0.02时,研究轴参数P_GAIN、VFF_GAIN对随动偏差FE的影响,其实验数据,如表1所示。
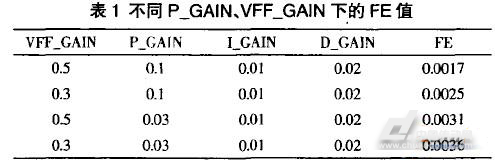
显然,随着轴参数P_GAIN和VFF_GAIN值的减少,随动误差FE逐渐增大。如果FE大于FE—LIMIT设定值,轴状态参数显示出错,同时控制卡发出警报。表1中,P_GAIN=0.03,VFF_GAIN:=0.3,随动偏差FE=.0036,没有超过不干胶印刷允许的误差范围。系统的稳定性直接影响到印刷套位的稳定性,可以用示波器输出波形平滑度和重合度(印刷主轴和拖料轴输出波形重合程度)来衡量。在同等实验条件下,轴参数P_GAIN和VFF.GAIN对示波器波形影响(图略)。当P_GAIN=0.03,VFF_GAIN=0.3时印刷轴和拖料轴电机输出波形重合部分最平滑,此时波形最好。通过印刷实验证明,印刷机工作最稳定,不容易出现跑位。
5结论
提出了基于Eur0209运动控制器的间歇式轮转印刷机控制系统,利用Eum209运动控制器的强大功能,实现了各印刷轴之间的独立控制运行,比较传统的不于胶有轴印刷机,简化了机械部分,提高印刷精度。实现了集成化和智能化控制。该系统印刷速度每小时最高可达到12000印次,最多能印刷八种颜色商标,套印误差在0.03mm内,加减速不走位,已达到不干胶印刷的工业控制要求。








 QQ交流群
QQ交流群

