

本文主要介绍英威腾DA200高性能交流伺服系统凭借其高精度、高响应、高性价比的产品特点和优异性能,应用在龙门同步的锡膏印刷机上,赢得了客户的认可。
1.设备简介
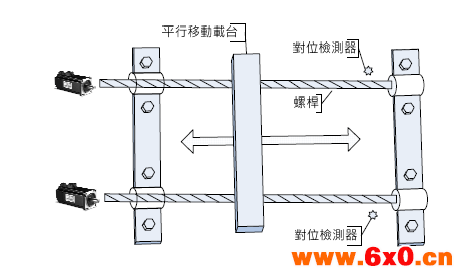
全自动锡膏印刷机一般由装版、加锡膏、压印、输电路板等机构组成。它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的左右刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片,本设备双Y轴为丝杆连接的龙门结构,在高速定位的过程中要保持两边速度一致,这就需要伺服带有龙门同步的功能;

图表1
2.龙门同步简介
龙门同步的使用,重点在控制两个移动平台等速移动,若两轴间的移动有太大的差异量,则会造成机构的损坏,因此两轴之间的同步移动控制为龙门同步使用的第一要务。
图表2
INVT的DA200系列所提供的龙门同步控制功能,让使用者顺利的达成需求,驱动器将自行同步控制,当位置偏差超过设定的允许值时,则会发出警告,停止系统运行。P4.33[位置超差脉冲范围]可以设置报警的位置超差阈值。龙门同步控制一个重点主要在于首先要保证左右龙门架的平行性,第一步就需要通过回原点功能把龙门架摆直,回原点的过程上位机只给出一个回原点信号给左右两台伺服,在碰到左右两个原点开关后,后面的动作均有伺服来完成回原点动作;首先上位机给分别同时给出主机和从机回原点信号,主机(从机)先碰到原点感应器后停止,等待从机碰到原点感应器,两个信号同时有效后同时往后运行1圈(P6.38=10000)让后再往前同时运行直到碰到感应开关停下来,期间在回原点过程中主机一直给从机龙门解除信号,对位完成后给出龙门同步信号;龙门架对位完成后由上位机最终给出机械回原点信号;DA200内置6种应用在不同工控下的回原点模式供客户选择。
图表3
3.龙门控制原理:
如下图所示,龙门同步控制器会实时读取主机与从机的位置信号,从而得出主机与从机的位置与速度差值,然后输出速度与转矩补偿指令,以达到主机与从机同步运行的效果。
根据实际系统设置主机的P6.31到P6.35.
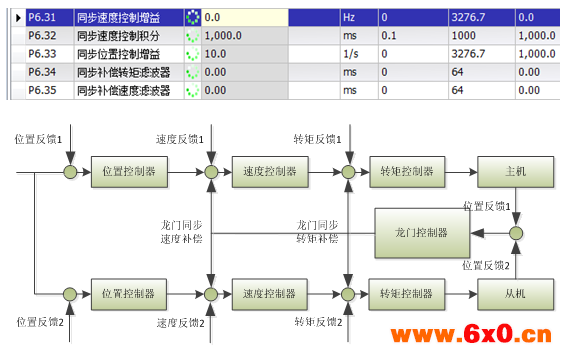
图表4
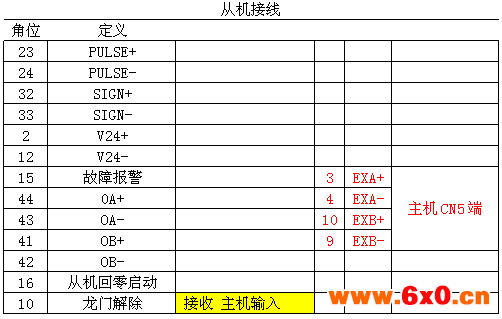
4:电气接线;
主机:脉冲信号.从机分频输出.伺服报警.原点启动(DI1).原点感应器(DI2).回原点完成(D01).龙门同步解除(DO2)
从机:脉冲信号.主机分频输出.伺服报警.原点感应器(DI2)龙门同步解除(DI3)

5.伺服调试步骤:
·P6.30打开龙门同步开关;
·根据IO口的接线确定主机和从机(P6.37)
·P4.62光栅尺方向与电机方向一致;
·在线学习机械惯量(可通过R0.51观察机械实时负载惯量比)
·根据实际情况调试增益;
·根据情况设置P4.64参数(可通过R0.53查看龙门同步位置偏差值)
·根据实际情况看是否需要取反龙门同步对位方向(P6.41)和龙门同步对位后退距离(P6.37)
具体参数设置如下:

6:龙门同步方案总结:
·DA200内置龙门同步功能,简化上位控制器,降低控制成本;
·同步精度高,重复定位精度1mm;
·运行安全可靠,当主从伺服任意一台出现报警状态,龙门架马上停止;
·同步调试便捷。








 QQ交流群
QQ交流群

