

七电机张力控制系统是当前凹版印刷行业中较为普遍的应用案例,系统由七台电机进行变频传动控制,分别为两台放卷、两台收卷、一台主机和收、放卷牵引各一台构成,其中收卷、放卷、收放卷牵引都是带张力反馈的闭环张力控制,变频器工作在速度模式;由于两级牵引中间是印刷单元,对套色精度有很高的要求,因而对张力调节的稳定性要求很高,所以主机和两级牵引采用带编码器的闭环矢量控制。其他张力控制系统均是在七电机张力控制系统的基础上进行增加或减少电机构成的。
一、工艺介绍
1、工艺流程图
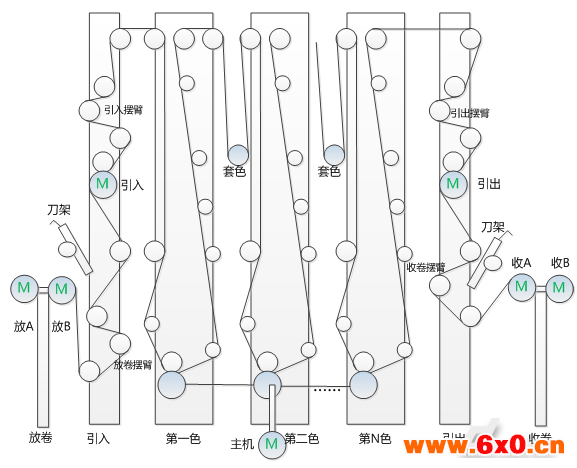
2、工艺说明
印刷:主机部分,是整台设备的基准。印刷部位需要更换印版,印版大小会有变化。这时需要PLC做速度同步处理,印刷部位还要在不印刷时做匀墨功能,这也需要PLC去执行。主机变频器的运行频率有PLC的DA模块给出。
牵引:牵引对印刷部位影响较大,为了保证印刷的精度,牵引用速度闭环模式,PLC运算后线速度信号作为它的主频率源,然后和张力反馈经PID计算得到的辅助频率叠加作为其最终的输出频率,只需微调PID即可保证同步。
放卷:根据线速度自动计算出当前卷径,然后根据卷径的变化,计算出收放卷变频器各自当前主频率,再叠加由收放卷张力反馈信号经内部PID计算后的辅助频率作为最终输出频率;收放卷变频器有强大的自动换卷功能,可实现高速不停机自动换卷,提高生产效率。加入卷径计算功能,实现了收放卷摆臂稳定,为牵引张力的稳定提供了保障。
二、海利普SD100变频器在凹版印刷机应用上的优点
1、控制精度高、动态响应快:
放卷和前后牵引控制都带有张力反馈,而收放卷则利用变频器内部的卷径计算和PID调节;主机和牵引都用有速度传感器矢量控制,速度精度达到0~6000rpm误差±0.15
2、线路简单、可靠性高:
PLC只完成简单的不同版辊同步频率的匹配(主速度处理),逻辑控制、大量的张力控制和运算由变频器内部自动完成;安装、调试简单易行;
3、系统成本低:
由于省去了大量的A/D,D/A模块,因此对PLC硬件的要求大大降低,同时节约了高额的软件开发费用
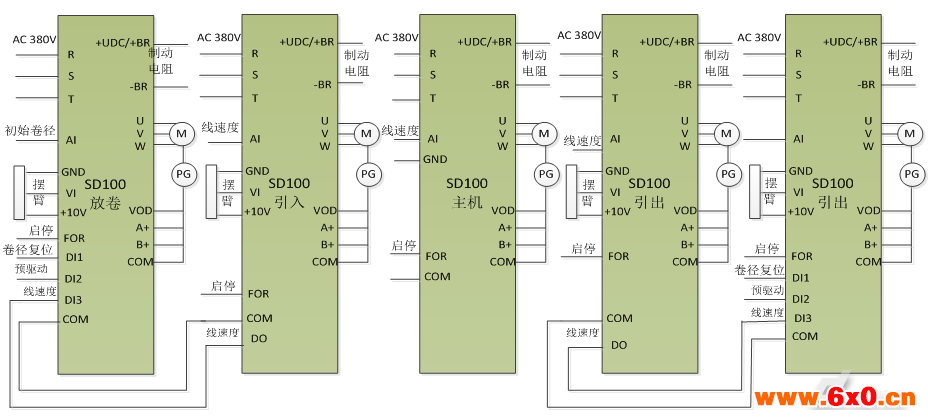
三、变频器接线图
四、总结
HLP-SD100系列变频器集成了卷径计算、预驱动、张力控制、速度同步调节(辅助频率)、收放卷切换等功能,PLC只需要把相应功能的信号给到变频器即可。凹版印刷机在使用中会使用不同大小的印版,需要PLC处理印版大小不同时同步频率,再以此为基础确认引入和引出的同步频率(主频率),引入和引出变频器再根据摆臂反馈回来的信号由PID自动计算出一个频率(辅助频率),二者相加,实现牵引的同步控制。牵引的运行频率给到收卷和放卷做线速度信号,初始卷径由PLC给定,线速度与初始卷径相结合就得出了收放卷变频器的主频率,再根据摆臂反馈回来的信号由PID自动计算出一个频率(辅助频率),二者相加,实现收放卷的横张力控制。主机、牵引和收放卷变频器采用速度闭环模式,确保了控制的精度;采用预驱动功能实现可高速接料不停机功能,提高了生产效率,为客户降低成本。








 QQ交流群
QQ交流群

