

循环25(轮廓链)与循环14(轮廓)共同用于加工开放式和封闭式轮廓。新增的余量检测循环使铣削加工更加智能:铣刀只加工粗加工中无法达到的角点和圆角部位—不需要沿整个轮廓运动。
新参数:
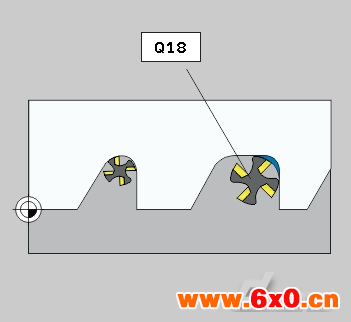
Q18–粗铣刀:TNC粗铣轮廓时使用的刀号或刀名。TNC根据以前使用的铣刀直径计算需加工的轮廓部位。然后,TNC将刀具运动到相应位置。如果未执行粗加工,输入“0”。数控系统尽可能用当前刀具加工轮廓。
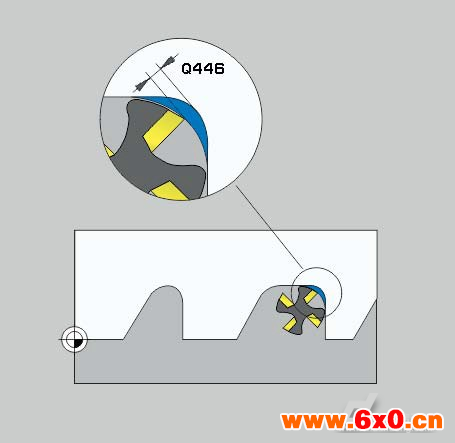
Q446–余量:TNC不加工轮廓的最小余量厚度。默认值:0.01mm
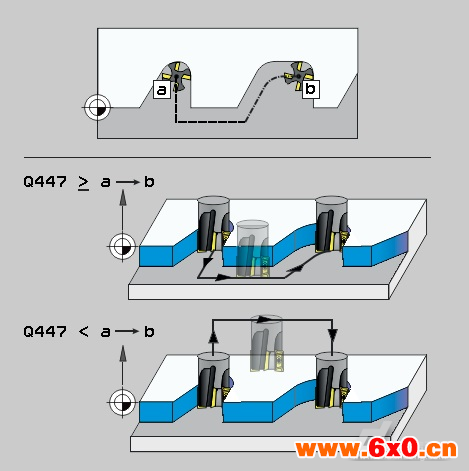
Q447–连接距离:两个需半精加部位之间的最大距离,在该距离内刀具在加工深度位置沿轮廓运动,无退刀运动。
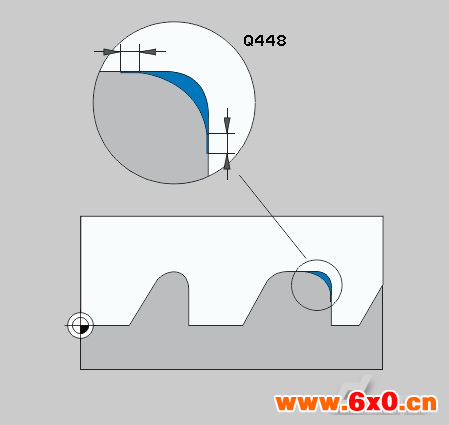
Q448–路径延长:在轮廓起点和终点位置,刀具路径延长该长度。TNC总是沿平行于轮廓方向延长刀具路径。









 QQ交流群
QQ交流群

