

引言
机械手是能够模仿人手和手臂的功能,按固定程序抓取、搬运物件或操作工具的自动装置,它是近代自动控制领域当中出现的一项新技术,并成为现代机械制造生产系统中的一个重要的组成的部分。机械手的迅速发展是由于它的积极作用正日益为人们所认识:其一、它能部分代替人工操作;其二、它能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸;其三、它能操作必要的机具进行焊接和装配。现代化的注塑机都配有机械手,机械手是能够模仿人体手臂的部分功能,可以对注塑产品进行自动取出,使其按照预定要求对产品进行堆叠、排列及摆放。生产同类产品的时候,注塑机注射及成型的时间基本固定,因此注塑机的效率取决于产品的取出时间,每一次的开模完成到下一次合模完成的时间决定了注塑机的工作效率,机械手取出产品的时间越短,注塑机的效率越高。
本文主要就三伺服机械手的机械结构分析及控制系统设计进行分析讨论,从现有的机械手出发,通过三维软件Pro/Engineer设计并加工出三伺服机械手实体,通过多轴运动控制器配合触摸屏进行三伺服机械手控制器的研发。
(1)通过三维设计软件Pro/Engineer,设计装配出三伺服机械手的三维模型。应用有限元数值分析软件PAIRAN对所设计的三伺服注塑机械手进行数值仿真分析。
(2)通过计算的方式给出了伺服电机的容量选择的方法。确定了三伺服机械手在位置控制方式下的硬件接线方式及伺服电机的参数调整的方法。
(3)利用步科伺服开发出三伺服机械手的运动控制系统,分析了机械手自动运行的流程,并介绍了运动控制系统的部分主程序的功能。
1 三伺服机械手的有限元分析
注塑机机械手在机械设计及控制系统设计方面都要求做到稳定可靠。利用三维软件Pro/Engineer设计出三伺服机械手模型,并利用有限元的方法对三伺服机械手模型进行了静力分析、模态分析、谐响应分析。根据有限元计算结果进行对比分析,优化了三伺服机械手结构模型。
1.1 三伺服机械手机械模型介绍
根据现有的全气动、单伺服机械手通过Pro/Engineer建立了三维机械手的模型如图所示

1.2 机械手振动模态分析计算
对所设计的样机进行振动模态分析,以确定的固有频率和振型,避免机器在工作时发生共振,同时为分析结构动态响应和其他动力特性提供理论依据。机械手一般工作在低阶频率下,因此在对结构进行模态分析时,未求出全部固有频率和振型,重点考虑机械手系统的低阶频率,给出了前四阶振型图
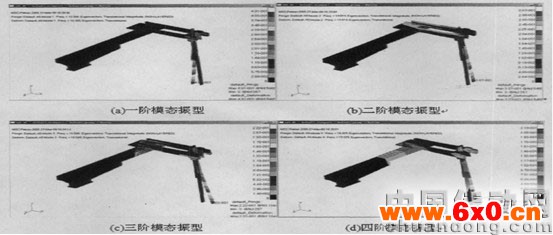
1.3 机械手振动模态分析计算
利用PATRAN软件对优化后的机械手进行模态分析,并列出前4阶的节点振幅云图。
2 机械手伺服电机的选择与应用
伺服电机的选型及调试直接影响着机械手的整体性能。伺服电机容量不足,机械手长时间工作会出现过载;伺服电机容量过大,影响机械手性能的发挥;伺服调试的不好,机械手动作不协调、不稳定,达不到理想的控制效果。
2.1 容量选择计算概述
伺服电机的选型是依靠选型软件选择的,但是每一品牌的伺服电机都对应着一款伺服选型软件,这样就制约着伺服电机型号的合理选择,用户必须将伺服电机选型软件完全弄懂,同时配合实际的伺服电机使用经验才能正确选择,因此,给出通用的计算的方法来进行伺服电机的容量选型,以增加伺服电机选择的灵活性显得很有意义。
伺服电机容量的计算
W、Wl:可动部分重量;W2配重重量;户:摩擦系数;GL:减速比;BP丝杆;螺距(mm)
1、伺服的最大移动速度V
机械手移动最大速度受两个因素影响,
(1)、同步带轮的齿数及齿距。此数值越大机械手移动的越快。
(2)、减速机减速比,减速比越小机械手速度越快。小惯量伺服电机额定转速一般为2500-300Or/min,中惯量以上额定转速约为1500-2000r/min。
本次开发所选横行部减速机及皮带轮参数如下:
选用精锐广用减速机,减速比1:10,同步轮齿数20,由于本次开发的机械手属于中型机械手,主要安装对象为中型注塑机,对速度要求不高,根据上述计算,选用1:10减速比的减速机完全符合要求。
2.2 伺服电机的应用
通过对机械手电气部分的安装调试,发现伺服电机的稳定性决定着伺服电机的总体性能,本次开发选用伺服电机的位置控制方式来驱动伺服电机,具有定位准确、抗干扰能力强等优点。
2.2.1 位置方式下伺服的硬件连接
三伺服的机械手采用伺服的位置控制方式驱动电机,以步科I000w的伺服电机
ED430-0100-LA-K-000为例,驱动器电源接线方式如下:
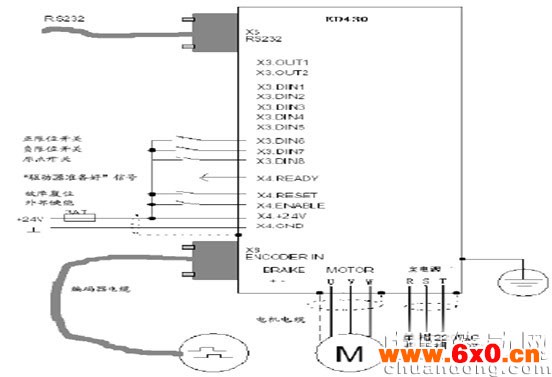
为了运行电机,需要配备下列各项元件:
1.逻辑电压24VDC(低压,与230VAC安全隔离)提供给驱动器控制电路的的逻辑电源。
2.动力电源(24VDC~70VDC)单相或者三相220VAC提供给ED430系列伺服驱动器
3.ED430驱动器+接线端子头
4.电机及相关电缆(电机电缆、编码器电缆,RS232编程通讯电缆)
5.一个带原点和限位开关的机械结构(如导轨)
2.2.2给驱动器提供逻辑电源(控制器的电源X4)
逻辑电源电压有效范围18V-30VDC,接X4的+24VGND。
ED伺服驱动器外部接线图请参考下图
3 机械手人机界面的开发设计
3.1 触摸屏的基本原理
触摸屏的基本原理是,用手指或其他物体触摸安装在显示器前端的触控屏时,所触摸的位置(以坐标形式)由触摸屏控制器检测,并通过接口(如RS一2犯串行口)送到CPU,从而确定输入的信息。触摸屏系统一般包括触摸屏控制器(卡)和触摸检测装置两个部分。
触摸屏参数设置
触摸屏的开发更具灵活多样,可以满足机械手系统的开发需求。适合工业开发使用,通过编写宏程序,能够实现复杂的机械手人机交互界面形式,适合机械手用户,选用步科MT4403T的触摸屏。画面如图:
3.2 机械手人机界面需要显示的功能
由于注塑机机械手都是根据注塑机所用的相关模具来确定具体的动作流程的,因此机械手的动作参数都必须通过人机界面来进行的,通过示教及手动的方式得到满意的机械手动作效果,因此机械手人机界面的开发就必须围绕机械手先关动作进行开发,所编写的人机界面也应包含以下信息:
1.示教程序及示教程序动作的显示,主要涉及各个运动轴的动作、各个电磁阀的动作、延时、跳转、判断等动作指令及其相关参数的修改
2.软件行程安全保护界面
3.产品堆叠程序、附加设备(诸如输送带、喷油设备的控制)
4.FO信号显示,通过此界面实时监控机械手的动作情况
5.机械手报警信息
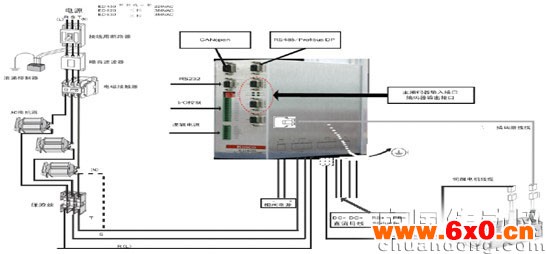
4 三伺服机械手控制系统的分析与设计
数字运动控制器是基于微处理技术的高性能数字运动控制器,能够轻松实现多种运动形式,如直线、圆弧、螺旋线插补、电子齿轮、电子凸轮,同步跟踪控制、虚拟轴控制等;与驱动器接口方式多样:RS232、485、以太网、Medbus、DevieeNET、Profibus、Sercos和通用伺服接口(脉冲+方向)等。
运动控制器大都分为步进轴控制和伺服轴控制方式,二者一般共用同一端口。步进控制轴一般都是通过PWM(脉宽调制)的方式来驱动步进电机,通过参数的调整来产生不同的脉冲波;并通过细分的方式对步进电机进行控制;伺服控制轴主要用来驱动伺服电机或编码器,大都采用模拟量即电压控制方式,控制电压可以进行任意调节,通过调整电压的大小及正负来改变伺服电机的转速及方向。在机械手行业中,大都采用伺服电机的位置控制方式(即脉冲控制方式)对伺服电机进行控制,通过AB相脉冲及脉冲的正负来控制伺服电机的正常运动。
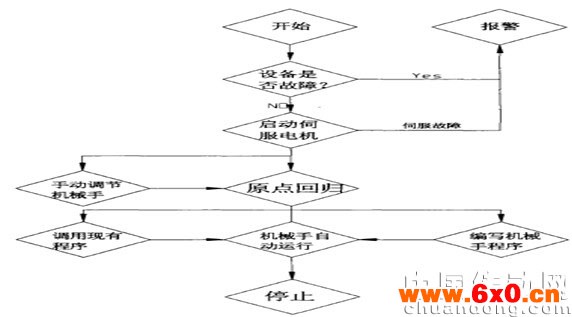
4.1 三伺服机械手主要动作流程
注塑行业机械手使用的特殊性,机械手完成的动作大致相同,唯一的.目的就是以最合理快捷的方式将所生产的产品安全可靠的取出.
机械手控制流程
机械手的主要工作过程都集中在自动运行程序中·,在自动运行过程中,机械手按照预定的程序进行动作,并对机械手的动作过程实时加以监控,一旦遇到系统运转不稳定;程序运行不正常;检测信号不完整;伺服电机报警等情况,立即关断整个程序的运行,以做到安全保护的目的。
4.2 机械手运动控制系统的分析与讨论
机械手的动作往往要求将控制脉冲与速度之间的关系转换成脉冲与距离的关系,这样更易于对伺服电机的控制,有利于程序的编写,更有利于示教方式的表达。相关参数如下:
各轴皮带轮尺寸及减速机减速比如下:
横行轴:23齿,齿距IOmm,减速比1:9
UNTIS=(131072*9)/(23*10)=10257
引拔轴:15齿,齿距IOmm,减速比1:5
UNTIS=(131072*5)/(15*10)=8738
上下行:巧齿,齿距IOmm,减速比l:5
UNTIS=(131072*5)/(15*10)=8378
以上参数的意义为发送上述个数的脉冲,则相对应的轴运动的距离为lmm。在示教过程中,运动控制器将所输入的数值通过调用内部程序包的方式加以调用,得到所需要发送的脉冲数,进而控制伺服电机运转。
4.3 机械手程序开发
开发过程中我们将机械手运动控制的主程序与子程序严格区分开来,使整个控制流程清晰合理化.
部分机械手主程序举例:
Firstlable:
RUN"STARTUP",1
WAITUNTILPROC_STATUSPROC(1)=0
WAITUNTILPROC_STATUSPROC(1)=1
//启动初始化程序,在开机的时候自动加载初始化参数
ATYPE=1
base(2)
ATYPE=1
//转换轴类型
RUN"PARAMSTART",1
'WAITUNTILPROC_STATUSPROC(2)=0
'WAITUNTILPROC_STATUSPROC(2)=1
'SETCOM(38400,7,2,2,1,5)
SETCOM(38400,7,2,2,2,5)'HMI
WA(30)
WDOG=ON
TABLE(31999,0)
//调用参数并连接触摸器,使二者进行通讯
RUN"SETIOSTATUS",2
WA(100)
RUN"READIOSTATUS"
//加载I/O接口数据参数
TABLE(2,0)
WHILETRUE
IFMOTION_ERROR<>0ORRUN_ERRORTHEN
GOSUEaborstop
TABLE(2,0)
GOTOfirstlable
//判断伺服电机及运行程序是否正常
ELSEIFTABLE(1)THEN
RUN"MANIPULATING"
WA(1000)
TABLE(1,0)
//判断进入何种控制方式,手动还是自动
ELSEIFTABLE(1)=2THEN
ELSEIFTABLE(1)=3THEN
RUN"PARAMETERSSET"
TABLE(1,0)
ELSEIFTABLE(1)=4THEN
RUN"ORIGINREGRESS"
TABLE(1,0)
ENDIF
//判断列表中数据,来决定机械手具体程序的操作,是自动运行,参数//调整还是进行远点回归程序的
调用。
TABLE(75,MPOSAXIS(0))
TABLE(75,MPOSAXIS(1))
TABLE(75,MPOSAXIS(2))
WEND
abortstop:
WDOG=0
FORi=0TO2
base(i)
CANCEL
CANCEL(1)
RAPIDSTOP
DATOM(0)
NEXTi
RETURN
5 总结
多轴伺服机械手是注塑机专用机械手的一个发展趋势。在现有的全气动机械手和单轴伺服机械手的基础上,设计开发出了三伺服机械手的实际模型,并对机械手的机械结构进行了分析和优化,改善了机械手的机械性能
使用步科伺服与人机界面相结合的硬件开发平台,开发出了三伺服机械手的控制系统。并对常用的机械手原点回归方式进行了改进,提高了机械手在回归原点过程中的性能。








 QQ交流群
QQ交流群

