

摘要:本文介绍了由高威科Delta机器人、KEBA机器人控制系统、山洋伺服、三菱触摸屏与PLC控制器以及高速以太网EtherCAT通讯等构建而成的机器人自动化系统在瓷砖分拣包装生产线中的应用。
关键词:高威科Delta机器人,KEBA机器人,控制系统,山洋伺服,三菱触摸屏与PLC控制器,高速以太网,EtherCAT
一、概述
随着自动化生产线在企业的普及应用,充分考虑到了最大限度的解放劳动力,提高生产效率,改善加工过程品质。越来越多的企业将原来由多人手工完成的工作,由机器人替代,实现高效、柔性、清洁的自动化作业。
Delta机器人属于并联类型,具有刚度大、受力平衡、承载能力强、误差小、精度高、自重负荷比小、结构简洁、动力性能好、动作快速、控制容易、静音和低维护等特点。配备工业视觉和各类型的末端执行器,可自动识别、定位输送带上快速移动的各种工件,实现机器人高速、精准的动态跟随输送带连续分拣作业。本项目就是综合应用Delta机器人上述诸多优点于瓷砖生产行业自动化改造的一个典型成功案例。
二、高威科Delta机器人
高威科机器人事业部具备雄厚的机器人自动化装备研发和制造能力,致力于为用户提供完善的自动化解决方案和交钥匙工程,并提供强有力的技术支持。高威科推出的Delta机器人,是应用广泛的高速分拣和放置工业机器人,机器人本体为德国TreiBoost品牌,由碳素纤维复合材料以及先进的驱动技术组成,可以实现各种工业苛刻环境下的分拣和放置应用。

图1TreiBoostRobotics机器人
根据工作范围、负载、轴数、类型的不同,高威科Delta机器人有十多种不同型号可供客户选用,以密切贴合实际应用需求,达到经济实用、最佳性价比。随着自动化生产线在企业的普及应用,充分考虑到最大限度解放劳动力,提高生产效率,改善加工过程品质,高威科机器人事业部已在食品、电子、机械零件、瓷砖等行业中广泛应用Delta机器人进行高速抓放和码垛包装加工,将原来多人手工完成的工作,由Delta机器人替代,实现高效、柔性、清洁的自动化作业。

图2各种型号的高威科Delta机器人
三、瓷砖分拣包装自动化生产线及其工艺说明
瓷砖从高温窑炉产线输出,产线宽度约为2.5m宽,输出的瓷砖表面温度为90℃左右。后续按先后顺序呈阶梯状分流为4条支线。每条支线安排两台Delta机器人,每台机器人按A/B两区轮流进行瓷砖的分拣与堆垛,以确保连续工作。单条支线的现场布局图如下所示。
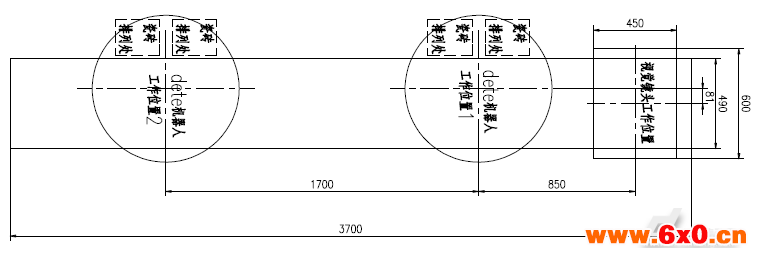
图3瓷砖分拣现场布局图
四、硬件系统架构
整个系统的硬件框架如下图所示。上位系统采用三菱高性能触摸屏与PLC控制器。控制中间层的4套KEBA机器人控制系统以及机器人外围包装辅助系统。下层Delta机器人系统采用“一拖二”经济实用型控制方式,即:一套KEBA系统(含一个工业机器视觉系统)同时控制两套Delta机器人系统的高速、高精度工作。伺服网络采用高速的EtherCAT网络。
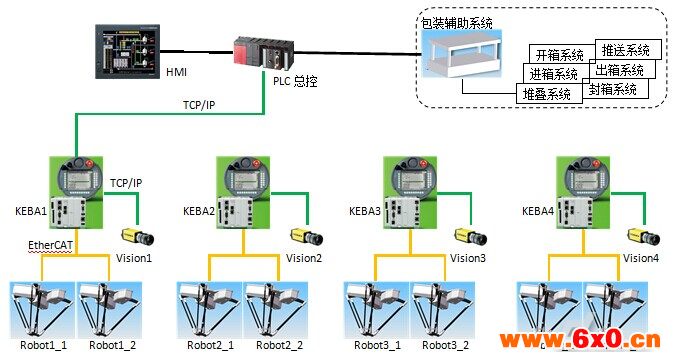
图4系统硬件框架图
五、软件系统设计
程序设计主要分为三大部分,一部分是三菱PLC控制器中的MainPLC程序控制系统,另外是KEBA控制器中的PLC程序控制系统及其Robot程序控制系统。系统控制流程总图如下所示:
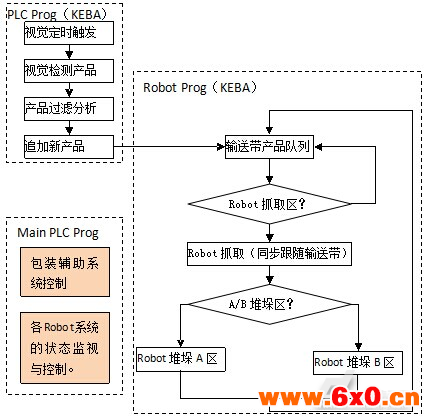
图5系统控制流程总图
MainPLC程序控制系统负责整个系统的状况协调与监控。主要包括:
各Robot系统的状态监视与控制,状态监视方面,如:实时显示各工作中的Delta机器人抓放瓷砖的实际速度(p/min)、已完成的瓷砖分拣数量统计、漏检瓷砖数量统计、报警信息等等。状态控制方面,如:各个Robot的启动、停止、暂停、复位等等。
机器人外围的包装辅助系统控制。其中又可细分为开箱、进箱、堆叠、推送、出箱和封箱六大子系统。
PLC(KEBA)程序控制系统中具备RC接口而用于和Robot程序控制系统沟通,具备Axis接口负责和各伺服轴系统沟通,也具备IO接口负责和外部所有IO信号沟通。PLC程序中负责Robot动作之外的所有逻辑控制和信息管理,如:视觉系统的控制与信息管理。
Robot(KEBA)程序主要负责各个机器人的具体动作控制、输送带跟随抓取、A/B双工位交替连续码垛、机器人安全工作区域监控与保护等等。
下图所示为两者的功能结构关系图:
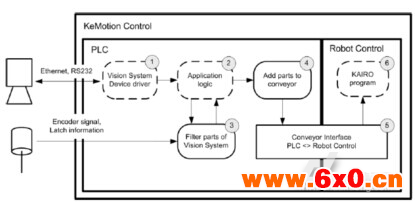
图6PLC与Robot功能结构关系图
六、结束语
该自动化生产线为当前国内瓷砖生产行业首创,目前已能达到每台Delta机器人以高达120~130p/min的分拣速度长期稳定工作,满足客户及市场要求。项目中软硬件系统均符合当前自动化系统开放式、模块化、可重构和智能化等发展趋势,将当前先进的Delta机器人技术、计算机技术、自动控制技术、高速实时网络通讯等高新技术应用到自动化水平相对比较落后的瓷砖生产行业,攻克和掌握了机器人应用向该领域推广的诸多核心技术和实践经验。开发这类自动化生产线具有重大的研究意义,可为后续发展提供典型案例,积累经验,开辟机器人在新型产业中应用的广阔前景。








 QQ交流群
QQ交流群

