

一、项目简介
近年来,机器人自动化喷涂系统因其具有重复精度高、涂装质量好、可靠性好、适用性强、效率高等众多优点,已广泛应用于汽车等工业领域。而目前航空产品制造过程仍旧是劳动密集、工序繁复、工况恶劣、辅以大量工装夹具并以手工制造为主,自动化生产能力不足。在国家提出十三五规划,大力发展智能制造2025的时代大背景下,中航工业复合材料制造所高瞻远瞩,率先在喷涂领域采用机器人进行自动化生产,加快了企业生产模式转型升级,提高了装备先进制造能力。
本项目采用的是一台可移动的悬挂式喷涂6轴机器人,它安装在3自由度直角坐标变位天车上,可以在喷房范围内(喷漆房内尺寸:L30m×W9m×6.5m)进行前后、左右、上下及旋转等多个自由度的运动,机器人的手臂上带有一支喷枪,能实现对大型复合材料工件外表面涂装涂层的喷涂作业。
二、悬挂式机器人喷涂系统组成
悬挂式机器人喷涂系统由总控系统、天车系统(悬挂行走机构)、机器人系统、智能供漆系统以及视频监控系统组成,系统网络图如图1所示:
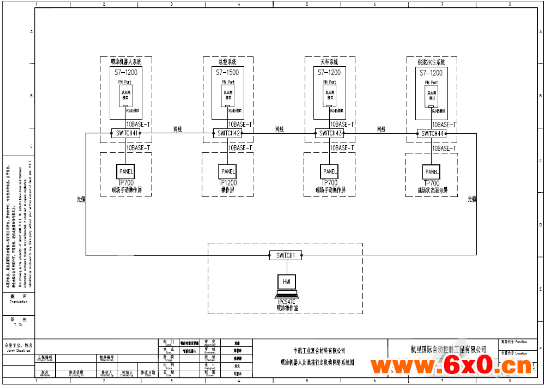
图1机器人喷涂系统网络图
天车系统包括:1套纵走机构(X轴)、1套横走机构(Y轴)、1套升降机构(Z轴)和电气伺服驱动系统,还有用于维修和检测的走台等附属设施。如图2所示:

图2天车和机器人装置图
智能供漆系统由虹吸管、隔膜泵、物料罐、过滤器、2KS、调压器、空打保护器等组成一套完整的供漆系统,是喷涂系统的重要组成部分,其承担着从原料供应到原料调节预混配比等重要的作用,是执行机构的必要前提。物料包含油漆、固化剂和清洗剂。
项目选用的是史陶比尔(Staubli)TX250系列6轴机器人,也是最新款的机器人。整个机器人系统由3个部件组成,包括控制器CS8C、机械手臂(Arm)以及手动示教盒(Manualcontrolpendant,MCP)。
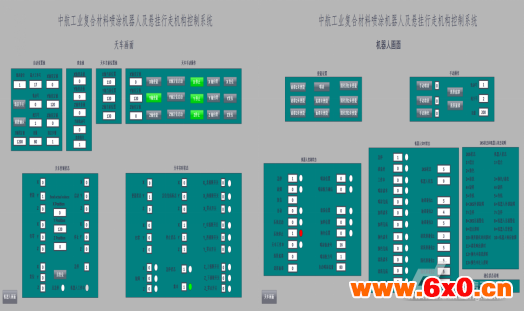
图3机器人全貌
三、控制系统架构
此套系统的总控系统控制器采用西门子S7-1500PLC作为主控制器,WinCCProfessionalV13SP1作为上位机操作画面,TP1200作为操作面板,天车、机器人和供漆系统分别采用S7-1200作为控制器。S7-1500总控系统通过PROFINET总线与喷涂机器人系统、供漆系统和悬挂行走系统通讯,完成系统整体控制,实现对系统运行状态的实时监控及操作,保证对整个工件的连续喷涂。控制系统架构如图4所示:
主控系统硬件设备表单,如下表1所示。
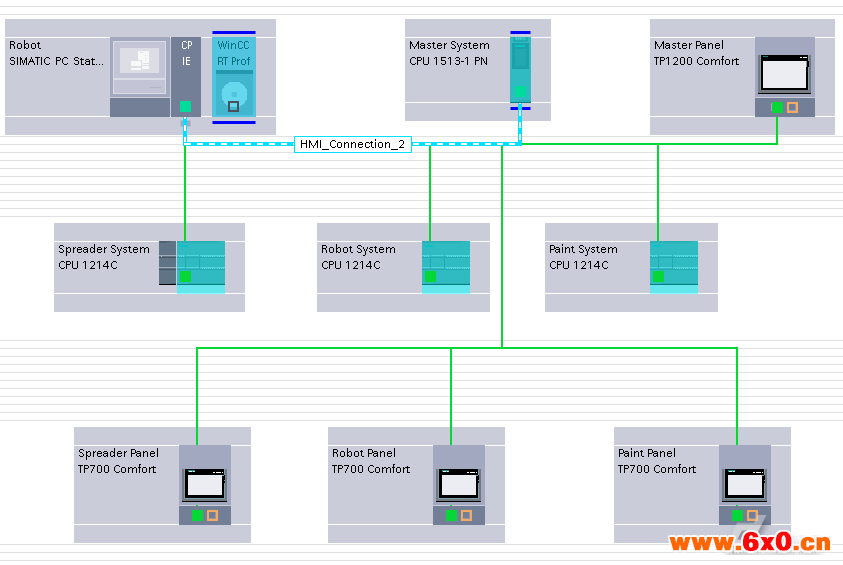
图4系统硬件配置图
序号名称订货号数量品牌
1CPU1513控制器6ES7513-1AL00-0AB01SIEMENS
24MBMMC存储卡6ES7954-8LC02-0AA01SIEMENS
3482mm导轨6ES7590-1AE80-0AA01SIEMENS
4SM52132DIDC24V数字量输入模块6ES7521-1BL00-0AB01SIEMENS
5SM52232DODC24V0.5A数字量输出模块6ES7522-1BL00-0AB01SIEMENS
6TMCount2x24V编码器模块6ES7550-1AA00-0AB01SIEMENS
7前连接器6ES7592-1AM00-0xB03SIEMENS
8PSU100S24VDC/5A开关电源6EP1333-2BA202SIEMENS
9PSE201U电源缓冲模块6EP1961-3BA013SIEMENS
10x204-2工业交换机6GK5204-2BB10-2AA31SIEMENS
11TP1200Comfort触摸屏6AV2124-0MC01-0AX01SIEMENS
12IPC547E工控机6AG4104-3HA34-0BX51SIEMENS
13SETP7ProV13编程软件6ES7822-1AA03-0YA51SIEMENS
14WinCCProV13监控组态软件6AV2103-0DA03-0AA51SIEMENS
15WinCCRTProV13监控运行软件6AV2105-0DA13-0AA01SIEMENS

表1主控系统硬件设备表单
四、控制系统实现的功能
悬挂式机器人喷涂系统可以实现对天车系统和机器人喷涂系统的单独进行操作。
在现场天车可以通过操作屏TP700进行操作,分别对X、Y和Z轴伺服电机进行上电、零点校准、绝对定位等。
供漆系统的现场屏TP700可以显示油漆液位、清洗剂液位、固化剂液位、管路压力、电磁阀状态、流体调压器状态、2KS系统各种油漆的自动配比情况、气动泵以及防空打保护器等。
机器人系统的现场屏TP700显示X、Y、Z、RX、RY、RZ六轴移动情况。现场示教盒可对机器人进行离线轨迹规划等。

图5机器人示教盒
总控制系统包括现场控制系统和远程控制系统两套组成。现场控制系统能通过总线与机器人系统、悬挂行走系统和供漆系统通讯,完成系统整体控制,对整个工件的连续喷涂;远程控制系统主要实现对系统运行状态的实时监控及操作。
图6天车和机器人系统操作画面
总控制系统能够对分系统进行控制及状态显示。可对供漆系统自动进行换色、加料、清洗等操作。可对悬挂行走机构运动过程中产生的误差进行修正。
五、喷涂工艺流程及控制的技术要点
悬挂式机器人喷涂系统喷涂工艺流程如下:
首先天车系统、供漆系统和喷涂系统准备就绪,工件进入指定位置,并定位→系统检测工件实际位置→坐标拟合→示教(手动调试程序)→启动运行,总控读取喷漆“工件数据”,发喷涂“轨迹号”和喷涂“配方确认”信号给机器人喷涂系统→机器人喷涂系统读取喷涂“轨迹号”和颜色“配方号”→机器人喷涂系统确定是当前喷涂配方,则给总控发出位置1的“喷涂申请”信号→悬挂系统三轴分别到达指定位置1后,发“天车已到喷涂位置”信号给总控→2KS混合,机器人开始自动喷涂(调用喷涂程序1)→喷涂工件1号区域,喷涂完成,机器人回到HOME位后停止,并给总控发“喷涂完成”信号→总控读取“喷涂完成”信号,变换工件指针,指向2号区域工件数据,发喷涂“轨迹号”和喷涂“配方确认”信号给机器人喷涂系统→机器人喷涂系统读取喷涂“轨迹号”和颜色“配方号”→机器人喷涂系统确定是当前喷涂配方,则给总控发出位置2的“喷涂申请”信号→悬挂系统三轴分别到达指定位置2后,发“天车已到喷涂位置”信号给总控→2KS混合,机器人开始自动喷涂(调用喷涂程序2)→喷涂工件2号区域,喷涂完成后,机器人回到HOME位后停止……
按上述程序分别喷涂工件3号区域,4号区域……n号区域,直至完成工件的全部喷涂任务→机器人回零位(HOME点),天车回到原始位置,工件下线。
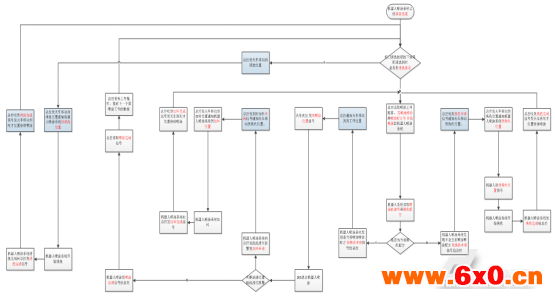
图7喷涂工艺流程图
为了完成对整个工件的连续喷涂,直至天车回到原始位置,总控的S7-1500控制器作为整个系统最为关键的核心部件,协调控制天车和机器人系统的工作。手动示教调试机器人程序时,要把工件在每个区域的天车X、Y、Z坐标值、机器人的轨迹号要手动记录下来,通过在总控的操作屏TP1200或者在中控的工控机上输入,存入总控S7-1500PLC的数据块里,系统自动运行时,再自动一步一步按照工艺顺序调用已经存入的数据。
由于工件种类多,不同工件划分的区域大小是不一样的,而且每个区域是多个数值,存储数据的DB块是数据的嵌套,即为多重数组,所以DB块的大小要开辟足够大,才能满足生产要求。总控若选择普通的S7-300/400PLC用STEP7编程方式实现数据的存储和读取有一定的困难,故选择S7-1500PLC采用TIA博途的SCL编程方式实现此功能,更加方便和容易。下面介绍实现过程。
工件工艺数据表的建立过程:⑴.在TIA博途V13SP1编程软件下,添加一个新的“PLCdatatypes”(相当于Step7里建立的用户自定义DB块),命名为“工件配方”,在里面添加“天车X坐标”(定义为整数数据类型)、“天车Y坐标”(定义为整数数据类型)、“天车Z坐标”(定义为整数数据类型)和“机器人轨迹号”(定义为字节数据类型),外加两个备用数据,防止以后客户提出增加新功能时用,“油漆配方号”(定义为Word数据类型)和“油漆流量”(定义为整数数据类型),现在这两个数据是在画面上直接输入,供漆系统直接接收的。
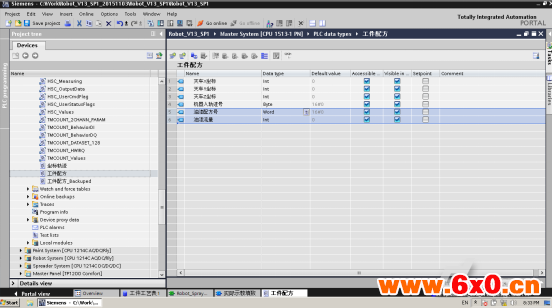
图8“工件配方”数据组
⑵在博途的程序文件下添加全局类型的DB块,数据号为8,名称为“工件工艺表1”,打开该数据块,在里面添加名称为“工件数据”,数据类型是以上面建立的数组“工件配方”的为类型,范围是1到200的数组,如图9所示,数据组展开后如图10所示。并且把“Retain”掉电保持的选项勾选上。
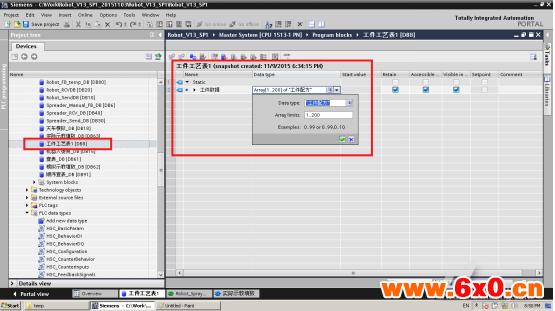
图9“工件工艺表1”数据组建立
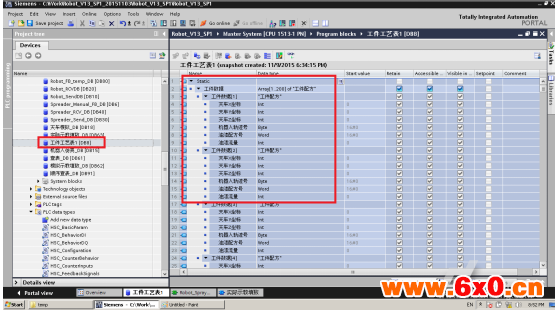
图10“工件工艺表1”数据组展开
⑶实际示教填表SCL程序的编写:在博途的程序文件下添加函数功能块FB63,定义输入输出接口,X轴位置、Y轴位置、Z轴位置、机器人路径号、油漆编号、最大工件号及HMI存数确认、计数指针等参数。接口参数如图11所示:
FB63主要程序编写如下:
IF#HMI确认脉冲=1AND#计数指针<=#最大工件号THEN
//从触摸屏即子程序的IN口输入数值放到DB工艺工件表中
“工件工艺表1”.工件数据[#计数指针].天车X坐标:=#X轴位置;
“工件工艺表1”.工件数据[#计数指针].天车Y坐标:=#Y轴位置;
“工件工艺表1”.工件数据[#计数指针].天车Z坐标:=#Z轴位置;
“工件工艺表1”.工件数据[#计数指针].机器人轨迹号:=#机器人路径号;
“工件工艺表1”.工件数据[#计数指针].油漆配方号:=#油漆编号;
#计数指针:=计数指针+1;
//每次输入完一个数组后,指针加1,指向下一个位置
END_IF;
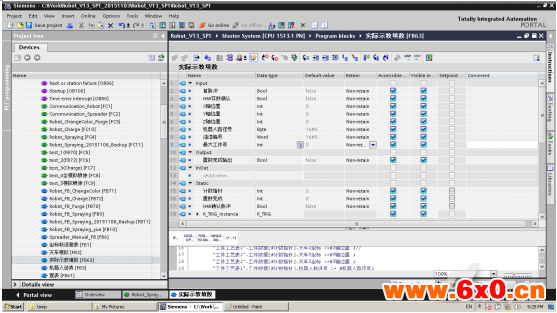
图11实际示教填数接口参数
下面是其中一个大机翼示教的数据表,17个定点喷涂,才能完成整个零件的喷涂。
序号X轴坐标值Y轴坐标值Z轴坐标值机器人轨迹号

注:X/Y/Z的单位是mm
表2大机翼示教数据表
自动时多重数组的读取过程
这个过程比较复杂,涉及到把存储在“工件工艺表1”数组DB8里的每一组数据读出来,然后把X轴位置、Y轴位置和Z轴位置通过PROFINET通讯传给天车系统的S7-1200PLC,把机器人轨迹号通过PROFINET通讯传给机器人系统的S7-1200PLC。根据悬挂式机器人喷涂系统喷涂工艺流程顺序执行。
自动读取工件工艺表SCL程序的编写:在博途的程序文件下添函数功能块FB91,定义输入输出接口。接口参数如图12所示:
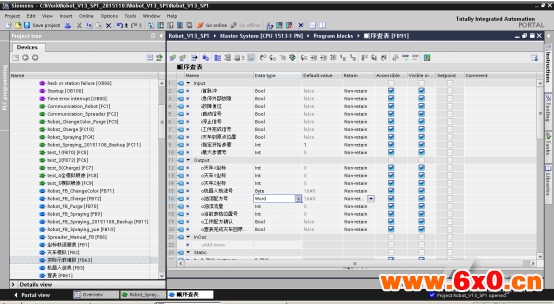
图12自动读取工件工艺表接口参数
FB91部分程序编写如下:
IF#启动信号脉冲=1AND首步骤=0THEN
#o天车X坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车X坐标;
#o天车Y坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车Y坐标;
#o天车Z坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车Z坐标;
#o机器人轨迹号:=“工件工艺表1”.工件数据[#i指定开始步骤].机器人轨迹号;
#o油漆配方号:=“工件工艺表1”.工件数据[#i指定开始步骤].油漆配方号;
#i指定开始步骤:=1;
#计数指针:=#i指定开始步骤;
#o查表完成天车回原点:=0;
END_IF;
六、结束语
本次项目使用西门子S7-1500PLC与TIA博途软件,S7-SCL语言在编程过程中得到大量的应用,相对于西门子PLC的其它类型编程语言而言,SCL在多重数组数据处理中优势明显,要求循环使用的控制任务更方便,不仅程序量小,而且不易出错,调试周期大大缩短,总体来说,采用S7-1500系列PLC在项目开发进程中,缩短了设计和调试周期,改进了设备调试的方法和效率,是工业装备研发制造的一大利器。
本系统自投运以来,设备运行状况良好,控制可靠稳定,缩短喷涂作业周期长,提高生产效率,使工件的涂层厚度和均匀度都达到了理想的效果,极大地降低了工人的劳动强度和改善工作环境,得到了复材领导及一线员工的认可。实现飞机制造从传统的手工喷涂作业向高效、智能、精确的自动化喷涂作业的跨越,满足飞机整机性能指标,提高产品质量,增强新一代飞机快速研制生产能力,提高航空工业核心竞争力。
七、参考文献
[1]《TIA博途软件-STEP7V11编程指南》
[2]《飞机整机自动喷涂系统初探》
[3]《飞机表面自动喷涂机器人系统与喷涂作业规划》
[4]《飞机尾翼自动喷涂系统》
[5]《智能化喷涂机器人的研究现状及进展》
[6]《航空航天制造领域工业机器人发展趋势》









 QQ交流群
QQ交流群

