

一、简介
辊锻机是回转锻造机械的一种,属于回旋压缩成形类的范畴。以往的辊锻机在锻压过程中,由人工夹持高温烧红的工件进行锻压,如图1所示,生产环境恶劣、效率低下,安全防护装置难以百分之百保障设备和人身安全。为了善劳动条件,提高生产效率,出现了机械式的辊锻机送料设备,但是此种设备往往存在机械成本高、通用性差、调整不灵活、人机交互差等一系列问题。这就需要开发出更合理的辊锻机送料机械手控制系统,来提高机械效率、改善安全状况、增强设备通用性。近日,采用四方全套工控产品开发的辊锻机送料机械手在某大型锻压设备厂成功应用,完满解决了上述问题。

图1辊锻机人工送料
二、工艺分析
辊锻是材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺。它是成形轧制(纵轧)的一种特殊形式。
辊锻变形原理如图2所示。辊锻变形是复杂的三维变形。大部分变形材料沿着长度方向流动使坯料长度增加,少部分材料横向流动使坯料宽度增加。辊锻过程中坯料横截面面积不断减小。辊锻适用于轴类件拔长,板坯辗片及沿长度方向分配材料等变形过程。
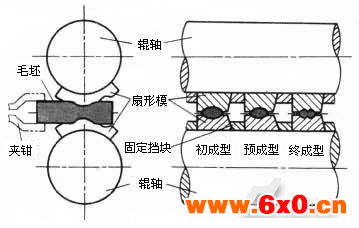
图2辊锻变形原理图
辊锻变形的实质是坯料的轧制延伸,坯料部分截面变小而面的幅度增加。当截面变形较大时,需要经多次辊轧完成。其工艺设计主要是合理的决定各工步辊锻的压下量、展宽量和延伸变形量。它们取决于辊径的大小、孔型的形状尺寸、毛坯的温度和冷却润滑等变形条件。坯料的一端用夹钳夹紧,在扇形模的第一道孔型的辊压下变形(初成形)并退出;然后在下道孔型的无模空间处送进,再次辊压变形(预成形)并退出;根据变形的需要,经多道辊压而逐渐成形,得到所需的成形工件(终成形)如图3所示。

图3辊锻成型过程
辊锻机送料机械手的原理如图4所示,辊锻机的上压辊与下压辊按箭头所示方向运动,Y轴方向进行平移运动,使机械爪夹持的工件(虚线部分)与第一个孔型位置对齐,同时X轴方向进行进给动作将工件按照设定的距离伸入到孔型位置内部,同时旋转轴带动机械爪旋转设定角度,此时工件到位,上下压辊同时动作,将工件向外挤压塑性,锻压的同时X轴带动工件同步后退,当锻压完成后,重复上述过程进行后续孔位的锻压。
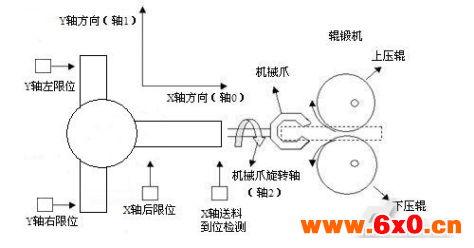
图4工艺原理图
三、方案设计
本方案以四方EP1系列PLC为控制核心,以四方CA100伺服驱动器为执行机构,以四方EM1系列触摸屏为人机交互设计了一套控制系统,实现辊锻机送料机械手性能的提高。
1、送料机械手的整体工艺流程如图5所示。
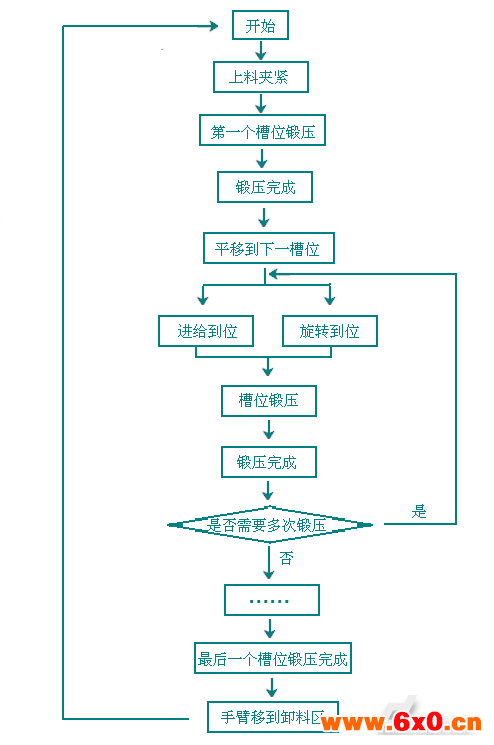
图5工艺流程图
2、辊锻机送料机械手系统架构
系统进给轴、平移轴和旋转轴采用CA100伺服系统精确定位,EP1系列PLC整体调度控制时序,按照工艺流程控制各伺服轴进行工件夹紧、进给、旋转、平移等操作。如图6所示。

图6控制系统整体结构
四、系统调试
1、系统配线图
辊锻机送料机械手主要电气部分的电气图纸如图7所示。
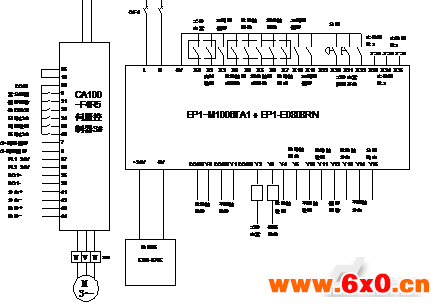
图7系统电气图纸
2、伺服驱动器参数调试
系统调试首先要进行的是伺服参数调试,使伺服的功能和性能达到系统的要求,伺服驱动器调试的主要参数如下表所示:
表1伺服驱动器调试参数(部分)表
| 功能码 | 名称 | 参数值 | 说明 |
| Pn007 | 控制方式 | 3 | 位置控制模式 |
| Pn011 | DI1功能 | 1 | 伺服使能 |
| 。。。 | 。。。 | 。。。 | 。。。 |
| Pn018 | DI8功能 | 2 | 紧急停止 |
| Pn021 | DO1功能 | 5 | 定位完成 |
| Pn022 | DO2功能 | 2 | 伺服报警 |
| Pn205 | 速度回路增益 | 20 | 根据现场情况调整 |
| Pn206 | 速度回路积分时间 | 10 | 根据现场情况调整 |
| Pn304 | 位置环增益 | 2 | 根据现场情况调整 |
| Pn306 | 电子齿轮分子 | 10 | 设定电子齿轮比 |
| Pn309 | 电子齿轮分母 | 1 | 设定电子齿轮比 |
3、PLC程序调试
为了完美的完成系统动作,达到系统要求,需要不断的优化PLC程序,使用四方EP1系列PLC的在线监控功能,可以方便的监控系统运行状态,快速的修改寄存器参数等。由于EP1系列PLC提供了2路通讯接口,PLC在在线监控的同时也可以同时连接人机界面,接受来自人机界面的指令,可同时观察指令发送的正确与否。
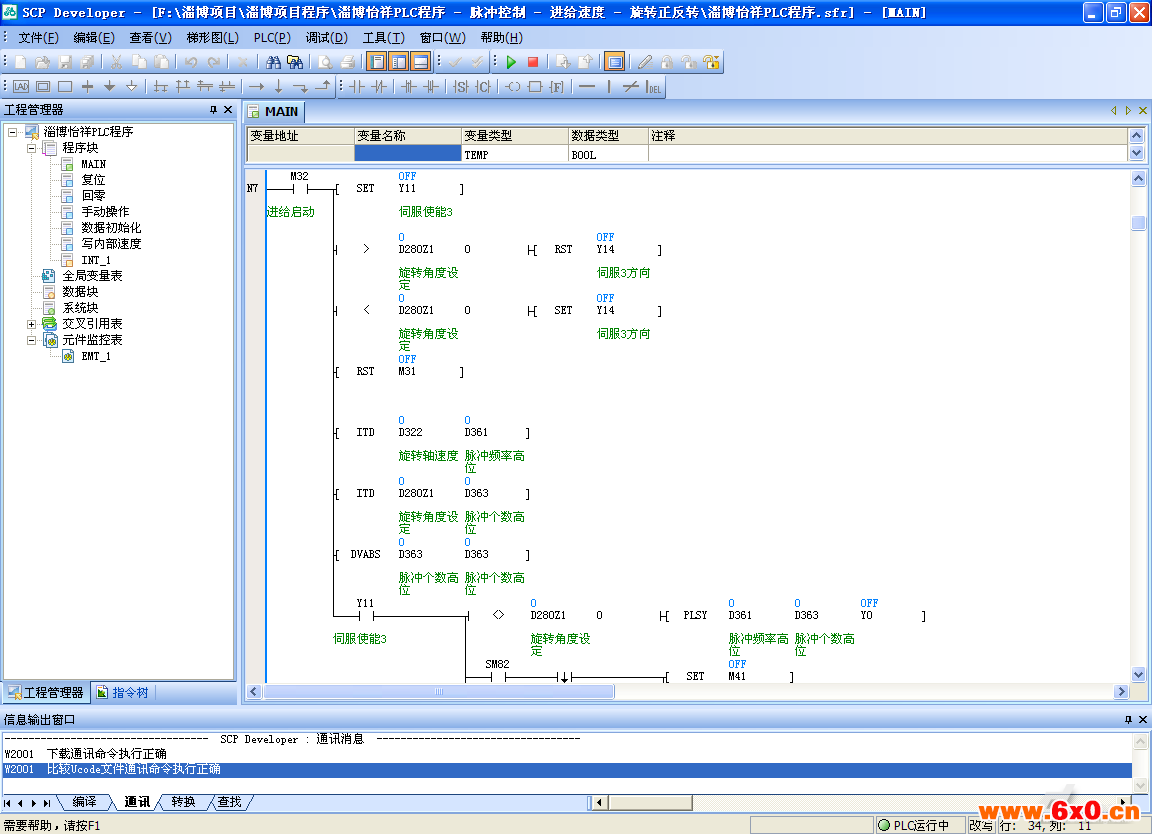
图8EP1系列PLC在线监控图
PLC程序调试的难点在于,辊锻机在轧制坯料的同时,送料机械手需要随着坯料的移动同步后退,需要将安装早轧辊上的同步编码器信号引入到PLC中,PLC对编码器信号进行处理,同时输出高速脉冲控制进给轴的同步后退。
4、带工件调试
带工件调试为测试系统的整体性能,测试系统是否能满足生产要求的最后一步调试。带工件调试需要注意以下问题:
(1)轧辊的零点与工件需要保持一段距离,电机带动轧辊运行起来需要一段距离来提高惯性,如果没有这段距离,轧辊会被工件卡住而不能运行。
(2)要正确设置轧辊的周长与扇形模具长度的比值,这样才能使进给轴回退的动作与坯料在轧辊作用下的回退动作保持同步。
5、人机交互界面设计
HMI主界面如图9所示,主界面集成了工作过程中的所有功能和状态,可进行锻压系统启停、回零、急停等操作,显示设备的当前工作状态和报警状态等信息。
图9HMI主界面
HMI工件库功能如图10所示,可以根据生产的不同工件的不同工艺设置相对应的参数,将此组参数保存下来,方便下次生产相同工件时直接调用。

图10HMI工件库界面
五、结束语
通过采用以上控制方案,较好的解决了传统辊锻机人工送料和机械式送料设备的安全隐患高、灵活性差、效率低、成本高等不足的问题,同时本文探讨了辊锻机送料机械手最新控制技术及基于四方电气机电产品的实现过程。应用四方电气全套的工控产品链,可提供可靠的辊锻机送料机械手控制方案,同时为客户提供定制的程序服务,完成客户对辊锻机送料机械手的特殊要求。运行实践证明,本系统性能稳定、操作简便、可靠性高、生产效率高、一体化程度高、性价比高,得到最终客户的认可与称许。
更多资讯请关注工业机器人频道








 QQ交流群
QQ交流群

