

【摘要】本文介绍了台达DVP系列PLC、DeviceNet总线、总线型运动控制器在药品包装联线设备上的整合应用。DeviceNet总线实现了联线设备之间的数据交换、连锁信号传送,利用DVP10MC11T的运动控制功能块完成制袋、补袋、装盒之间的联线控制。
【Abstract】This article introduces mainly about the application of Delta's product DVP28SV11T in pharmaceutical packaging attachment equipment.
【关键词】总线型运动控制器;DeviceNet模块;MES系统;虚主轴;齿轮比;追加位移
【Keywords】Bus type motion controller;DeviceNet Modular;MES;Virtual spindle
1 设备简介
1.制袋机功能简介

图1 制袋机功能
该机的包装材料由位于机体后部的放卷机构导出,经放卷辊后进入分类机构,在此处包材由分切刀从中间分为两部分,在通过分卷板进入两侧的导膜辊,使薄膜变向,进入封合区,通过纵封、横封、填充上料、打印批号、切凹口、纵切、打断裂线,横切最后形成成品由输送机输出,适用于医药、食品和化妆品等行业。设备现场图如图2所示。

图2 设备现场图
此外,制袋机控制系统配置如表1所示。
表1 制袋机控制系统配置

1.2 装盒机功能简介
装盒机具有自动取盒,自动整理板块,自动推板,自动打印批号,自动封口,自动输送等功能,最后将成品输出。适用于与制袋机联线作业使用,对制袋机制成的药品包装袋自动整理排序进行装盒包装。自动装盒机进料一般分为三个入口:说明书入口、药袋(瓶)入口和机包盒入口。从机包盒进料到最后包装成型的整个过程大致可以分成四个阶段:下盒、打开、装填、合盖。下盒动作通常是由一个吸盘从纸盒进料口吸取一个纸盒,下行到装盒的主线上,由一个导轨卡位将纸盒固定并用一个推板打开纸盒,同时会有两个可向前移动的卡位从下面升起,从前后方向卡住纸盒的侧面,使盒子打开成直角并前移到装填区域。在装填区域填装后,机器的机构会将耳朵折进左右的导轨中,然后再进行合盖动作。合盖前机构会先弯折纸盒的插舌,然后有一推板推动盒盖弯折,使插舌插进盒子中并使锁扣扣紧。合盖动作是个关键性的动作,完成的好坏与纸盒的结构和机器调节的准确程度有很大关系。另外,不同装盒机供应商提供的设备,其工作原理和机构动作会有所不同,所以机包盒的结构应该与之相匹配。
设备调试图如图3所示。

图3 推板调试图
装盒完成后,设备调试图片如图4。

图4 装盒完成后设备调试
制袋机控制系统配置如表2。
表2 制袋机控制系统配置
1.3 联线及补袋系统功能简介
这部分控制由总线型运动控制器+两颗伺服组成。两颗伺服分别为装盒机主伺服和补袋伺服。工作过程为制袋机制袋、填料,由传送机构把制成的药袋放到装盒机传送带格子内,每个格子可放6-10袋,即每个药盒装6-10袋。按照6袋举例,如果单个格子内是1、2、3袋,那么这个格子是不能被装盒的,运行到传送带末端剔除,不允许装盒;如果单个格子里是4、5袋子,那么在经过补袋机时,补袋伺服动作、吸盘吸+放动作,完成补袋,补袋成功后该格子可以被装盒;如果单个格子里是6袋子,不用补袋,直接装盒。联线部分控制系统配置如表3。
表3 联线部分控制系统配置

2 台达网络结构系统图
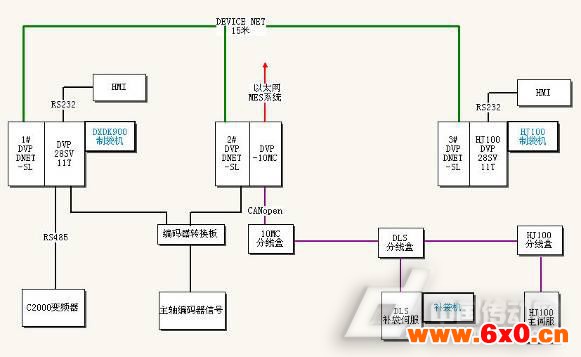
图5 台达网络结构系统图
2.1 网络组成说明
DeviceNet网络有3个站,由台达DVP系列PLC、总线型运动控制器左侧扩展DeviceNet模块完成,实现3个PLC之间的数据交换,完成连锁控制;总线型运动控制器通过CANopen总线控制2颗伺服,完成装盒、补袋功能;总线型运动控制器本机自带以太网口与药厂MES系统连接,上传生产数据。
2.2 DeviceNet的网络配置

图6 DeviceNet的网络配置
2.3 台达10MC通过以太网与药厂MES系统通讯(Modbus TCP)
MES系统即制造执行系统 (manufacturing execution system,简称MES),可以为用户提供一个快速反应、有弹性、精细化的制造业环境,帮助企业减低成本、按期交货、提高产品的质量和提高服务质量。适用于不同行业(家电、汽车、半导体、通讯、IT、医药),能够对单一的大批量生产和既有多品种小批量生产又有大批量生产的混合型制造企业提供良好的企业信息管理。
设备最终用户北京某药厂的MES系统和台达10MC以太网通讯时,需要提供的通讯地址是6位数的十进制地址,比如D0的通讯地址需提供404097。即40001+4096(H1000),以此类推。部分地址表如表4。
表4 部分地址表

3 应用DVP10MC解决联线控制方案
根据实际应用情况,应用总线型运动控制器解决连线控制方案有以下几点值得注意:

图7总线型运动控制器解决联线控制方案
(1)制袋机主轴变频器编码器信号接入到10MC主机15针编码器接口,通过DMC_ExternalMaster外部虚主轴指令构建成一个虚拟的伺服轴,轴号3。装盒机伺服通过MC_GearIn指令与3号轴建立主从齿轮关系。联线时Gear In齿轮啮合,取消联线时Gear out齿轮脱离。联线运行中通过追加位移MC_MoveSuperImposed指令修正伺服偏差,保证药袋准确装盒。取消联线状态,装盒机手动或点动运行时,即使用MC_MoveVelocity指令控制。
(2)补袋伺服控制方案与装盒伺服相同。系统运行时,补袋伺服以装盒机伺服为主轴,GearIn齿轮啮合,取消补袋时Gear out齿轮脱离。补袋信号由制袋机的DVP28SV发出,通过DeviceNet网络进入总线型运动控制器运动控制程序,执行连锁控制。
(3)主要程序截图。其中,主轴编码器构建为虚主轴,轴号3,如图8所示。
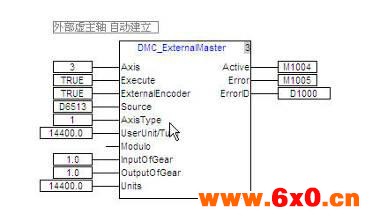
图8 主要程序截图
齿轮啮合、追加位移指令如图9所示。

图9齿轮啮合、追加位移指令
(4)联线生产有6袋/盒,10袋/盒两种生产模式,可通过修改4号轴MC_Gearin指令电子齿轮比的分母实现。操作可以通过制袋机的HMI执行,通过DeviceNet网络传输至上图程序中的D6280。
4 伺服参数设定
4.1 装盒伺服中主要参数设置
P1-01=0B (A2伺服选择为CANopen控制模式)
P3-00=4 (A2伺服CANopen站号,即伺服轴号)
P3-01=403 (CANopen网络通讯波特率为1M)
P3-09=5055(CANopen同步设定,380V伺服)
5 控制画面
制袋机如图10。
图10 制袋机
装盒机如图11。
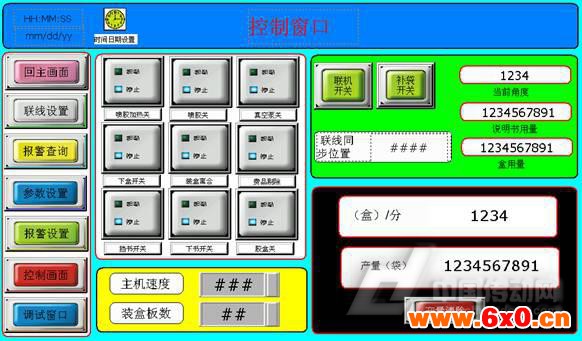
图11 装盒机
6 调试成果
根据实际情况,调试成果有以下几点:第一,制袋机制作药品包装袋精度达到要求;第二,装盒机可6袋、10袋工作模式装盒;第三,设备单机、联线运行模式均可正常运行;最后,设备最高可生产60盒/分钟,达到要求。图11为成品示意图。

图11 成品示意图
7 结束语
本套药品生产联线设备的案例,成功应用了台达DeviceNet总线产品、总线型运动控制器,并通过以太网与制药厂MES系统通讯,体现了台达PLC产品可通过网络提供给客户稳定、快速且精确的解决方案。
作者简介:
周维,出生于1982年7月,毕业于沈阳大学自动化专业。现任中达电通股份有限公司工业控制系统(ICS)产品处应用工程师,从事台达工业控制系统产品应用推广、技术支持。








 QQ交流群
QQ交流群

