

1背景
传统的自动包装机多采用机械式控制,如凸轮分配轴式,后来又出现了光电控制、气动控制等控制形式。但是,随着食品加工工艺的日益提高,对包装参数的要求不断增多,原有的控制系统已难以满足发展的需要,应采用新的技术改变食品包装机的面貌。
2电子凸轮定义及优点
2.1机械凸轮
传统枕式包装机为了实现横封刀轴与膜轴的同步切膜运动实现大部分通过机械凸轮机构;凸轮机构能将旋转运动转换为预期的间歇直线往复运动或往复摆动等。但是凸轮机构在包装机的实际应用中也存在着很多局限性[1]:
(1)机械凸轮传动机构属于高副的点、线接触,存在较大的接触应力,不能传递较大的功率;同时由于机械凸轮在工作过程中是高速运行,因此凸轮磨损快,长时间使用会使接触运动部件运动失真,因而不能用在那些有较高的重复精度要求的场合。
(2)一个机械凸轮系统只能实现一种设定的运动规律,其输出运动缺乏柔性,当需要从动件运动规律改变时,凸轮的设计、生产工艺等就需要重新调整或彻底更换。
(3)机械结构复杂,对机械安装人员的要求高,生产成本高,维修调试不方便。
(4)凸轮机构传动过程中存在较大噪音。
2.2电子凸轮
随着科技进步和数字伺服技术的出现,在传动及控制系统中我们可以利用电子凸轮代替传统的机械凸轮实现各种复杂的往复运动。电子凸轮是以伺服运动控制技术为基础,并结合先进的微处理器,通过数字化系统实现模拟机械凸轮的功能[2]。
(1)电子凸轮系统不存在机械凸轮系统中的惯性应力、弹性变形、刚性冲击力等各种机械接触破坏,故响应速度快,因此更能适合高速运动传动场合。
(2)电子凸轮系统不存在磨损,凸轮传动曲线形状只要设计完成就不会改变,因而从动件重复实现预期运动的精度更高、稳定性更好。
(3)可以方便的更改运动传动曲线,通过更改相应的运动参数就可以实现不同的运动传动曲线,大大降低生产安装更换成本。
(4)传动平稳,机械振动小,噪音低,使用寿命更长。
3电子凸轮技术的实现
本文实现电子凸轮的通用运动控制器使用MotorolaDSP(DigitalSingalProcessing数字信号处理)的是56F807芯片为处理器,通过此芯片协调伺服驱动器和伺服电机实现电子凸轮的控制系统设计;此DSP芯片在80MHz时钟频率下,每秒可处理40×106条指令,同时有定时器模块、相位检测模块、PWM输出、AD采集等功能模块,并具有丰富的外围接口,足够满足电子凸轮的各种曲线需求[3]。
3.1电子凸轮的DSP控制
本文的电子凸轮是通过DSP的相位检测模块不断读取主轴伺服电机的位置和速度,根据主轴位置和速度计算出从轴相对应的速度和位置实现主从轴凸轮曲线对应关系。伺服电机的功能是将电脉冲信号变换成相应的角位移,即给1个电脉冲信号,电机将转过1个固定的角度(可通过设置伺服电机轴分辨率来实现固定角度)。由于伺服电机的角位移与输入脉冲成比例,调整DSP发出的电脉冲频率,就可以对伺服电机进行调速[4]。
3.2电子凸轮的实现步骤[5]
(1)确定主从轴的速度曲线对应关系。
(2)将一个周期内从动轴的位移分段,根据主从轴速度曲线对应关系确定每段
位移内从轴的速度。
(3)将每段位移量转化为伺服电机的脉冲数。
(4)根据从轴的速度要求计算出DSP所需要的电脉冲频率。
(5)将上面计算得到的电脉冲频率作为DSP的PWM模块的模值输出即可控制伺服
电机的转速,实现电子凸轮功能。
4电子凸轮在三伺服枕式包装机中的应用
4.1自动包装机及其工作原理
自动包装机[6]是指将具有热塑特性的塑料复合膜经加热软化制成包装容器,在一台设备上自动完成制袋成型、填充物料、封合剪切等全过程的自动包装设备。新型三伺服自动包装机由自动接膜装置、物料输送机构、制袋成型器、牵引辊轮、纵封辊轮、横封切断装置和卸料传送装置等组成。如图1所示为新型三伺服枕式包装机工作原理图。
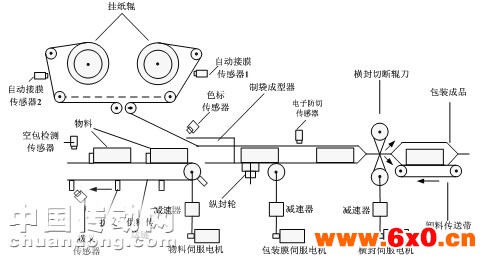
图1三伺服自动包装机工作原理
从图中看到,三伺服自动包装机的横封切断辊刀、包装膜轴和卸料传送带、送料拨叉轴分别由单独的伺服电机作为动力,集自动送料、包装物品、封口、切断于一体,是一种高效率的连续式的包装机,广泛应用于食品、肥皂、药品等产品的自动包装上。其包装材料为复合材料,采用卷筒薄膜供料,由牵引辊轮经导向辊进入制袋成型器,由于受成型器的作用,薄膜自然形成卷包的形式;同时待包装物品由供料链拨叉推动至薄膜卷包的空间,卷包的薄膜在牵引辊轮的作用下向前运行并被纵封辊轮实施纵封热融封合,薄膜在最后由横封辊刀封合切断,形成一个包装成品,由卸料传送带输出。新型三伺服自动包装机控制系统的重点和难点在于三轴的位置及速度同步补偿以及凸轮运动的实现[4]。该机横封切断辊刀、包装膜轴和卸料传送带、送料拨叉轴分别由单独的伺服电机作为动力该机集自动送料、包装物品、封口、切断于一体,是一种高效率的连续式的包装机。其控制的重点和难点在于三轴的位置及速度同步以及凸轮运动的实现。位置同步是:横封的切割点必须在塑料膜的色标点内,且保证横封不能切到物料;速度同步:是横封刀切割时的速度与此时塑料膜的速度以及物料速度要相等;凸轮运动是:由于包装的袋长在一定范围内是可变的,横封刀旋转1周所经过的距离一般不等于袋长,这就要求横封在一定时间内要完成由同步速度到变速再到同步速度的凸轮运动过程[5]。
5结束语
本文使包装机的机械结构大大简化,传动部分直接链条或同步带传动,省
去了机械凸轮结构,减轻机器的重量,减小机装部分,并且操作更方便,用户只需设定袋长、切断偏移位置和停刀角度就可以起动调速运行。
参考文献
[1]尤慧芳,ModBusRTU单片机通信程序编写方法,工业控制计算机,2009(12):86-87
[2]张阁,邹蕙君,姚燕安,郭为忠.电子凸轮的概念与设计[J].机械设计与研究,2000年增刊89-91.
[3](RogerS.Pressman,SoftwareEngineering,APractitioner’sApproach,FifthEdition,NewYork:
McGraw-HillCompanies,2002。17-20
[4]于镭,常军,黄存柱.基于DSP的自动装机控制系统的软件设计[J].微型计算机与应用,2010,(1).
[5]卫光,郭坤.三伺服枕式包装机电子凸轮控制系统的研究与应用[J].包装与食品机械,2012.
[6]张聪.自动化食品包装机[M].广州:广东科技出版社,2006:21~23.








 QQ交流群
QQ交流群

